Ada tiga jenis utama perubahan bentuk akibat pengelasan :
x Perubahan bentuk arah melintang
x Perubahan bentuk arah memanjang
x Perubahan bentuk menyudut
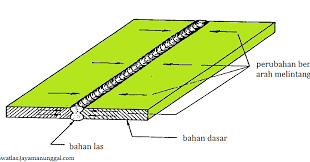
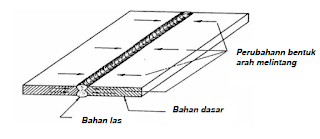
a. Perubahan Bentuk arah Melintang
Apabila mulai mengelas pada salah satu ujung, maka sisi dari ujung lain akan bertambah panjang akibat pemuaian. Pada saat pendinginan, maka sisi-sisi logam akan saling menarik dan berkontraksi satu sama lain. Pergerakan ini disebut perubahan bentuk arah melintang.
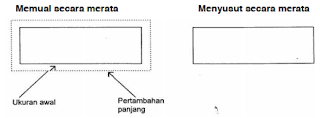
b. Perubahan Bentuk arah Memanjang
Perubahan bentuk arah memanjang adalah apabila hasil pengelasan berkontraksi dan memendek pada sepanjang garis pengelasan setelah dingin.
Perubahan bentuk ini akan sangat tergantung pada keterampilan pekerjaan pengelasan.

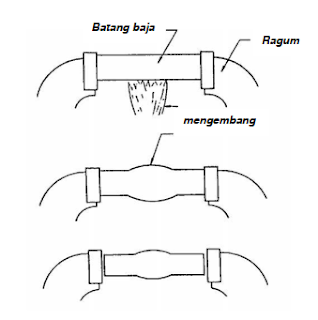
c. Perubahan Bentuk Menyudut
Perubahan bentuk menyudut adalah apabila sudut dari benda yang dilas berubah akibat kontraksi. Kontraksi lebih besar pada permukaan pengelasan karena jumlah hasil pengelasan lebih banyak.

Rangkuman
1. Distorsi ialah perubahan bentuk atau penyimpangan bentuk yang diakibatkan oleh panas, yang diantaranya adalah akibat proses pengelasan.
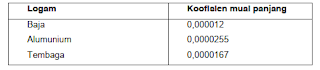
2. Koefisien muai panjang adalah jumlah pertambahan panjang dari suatu logam akibat perubahan temperatur setiap 1qC.
3. Tiga penyebab utama terjadinya distorsi (perubahan bentuk) pada konstruksi logam dan industri bidang konstruksi (pengelasan) adalah:
x Tegangan sisa
x Pengelasan
x Pemotongan dengan panas/api
4. Tiga jenis utama perubahan bentuk akibat pengelasan:
x Perubahan bentuk arah melintang
x Perubahan bentuk arah memanjang
x Perubahan bentuk menyudut