KEGIATAN BELAJAR 1
PEMBELAJARAN DARING 1 MAPEL TPOA/OAW
MENGHUBUNGKAN DAN MENGESET PERALATAN PENGELASAN
Kegiatan Belajar Dalam Jaring (Daring) ini dilakukan sebagai bentuk antisipasi penyebaran Corona Virus Disease (Covid-19) di Satuan Pendidikan SMKN 1 Duduksampeyan Gresik, Pelaksanaan Daring I dilakukan mulai tanggal 16 s/d 20 Maret 2020
Tujuan Kegiatan Pemelajaran
Setelah menyelesaikan kegiatan belajar elemen ini, Anda akan dapat
1. Menyiapkan silinder oksigen dan asetilena
2. Melaksanakan pemasangan regulator pada silinder asetilena dan oksigen.
3. Melaksanakan pemasangan selang las sesuai prosedur
4. Melaksanakan pemasangan pemegang brander ke selang las dan mulut pembakar.
Uraian Materi
A. Menyiapkan silinder oksigen dan asetilena
Tempatkan silinder oksigen dan asetilena terikat pada dinding atau pada kereta dorong di tempat yang aman.
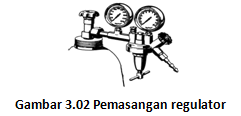
B. Pemasangan regulator
Sebelum memasang regulator pada tiap silinder, katup silinder dibuka sebentar dan tutup kembali agar lubang dan ulir bebas dari debu.
Pasang regulator pada masing- masing silinder.
C. Pemasangan selang
Hubungkan selang pada pipa pengeluaran dari regulator, dan kencangkan ikatan dengan kunci pas.
Bersihkan debu dari dalam selang dengan cara mengalirkan gas ke selang
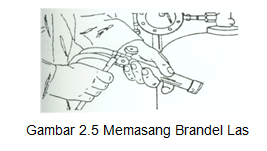
D. Pemasangan brander pembakar
Pasang ujung selang las pada pembakar, selanjutnya pasang mulut pembakar, gunakan nomor yang sesuai dengan jenis dan tebal bahan serta kencangkan ikatannya.
E. Penyetelan tekanan kerja
Atur tekanan kerja pemakain untuk oksigen/zat asam dan asetilena pada regulator.
Tekanan kerja disesuaikan dengan jenis pembakar las, misalnya pembakar las jenis injector :
Asetilena
Tekanan isi silinder 15 Bar
Tekanan kerja 0,3 s.d 0,5 Bar
Zat asam
Tekanan isi silinder 150 Bar
Tekanan kerja 2,5 Bar (tertera pada mulut pembakar). Untuk pembakar jenis mixer tekanan kerja zat asam dan asetilena 1 : 1, misalnya mulut pembakar nomor 4, tekanan kerja zat asam dan oksigen sama, yaitu 5 – 7 dalam satuan psi (1kg/cm2 = 14,2 psi). Sebagai untuk melihat tekanan kerja harus melihat tabel.
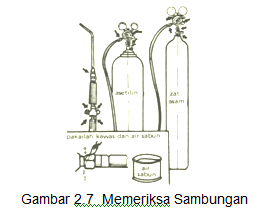
Pemeriksaan Sambungan
Secara keseluruhan pemasangan bagian – bagian utama las oksi-asetilena telah selesai, namun demikian instalasi las tersebut masih belum dapat digunakan karena belum dijamin keamanannya, mungkin masih ada kebocoran pada sambungan. Kebocoran gas terutama asetilena sangat membahayakan; gas asetilena sangat membahayakan; gas asetilena sangat mudah terbakar dan meledak. Oleh karena itu, sebelum digunakan, instalasi las harus diperiksa sambungan–sambungannya dari kemungkinan bocor.
Sambungan–sambungan yang perlu diperiksa adalah
a) Silinder dengan regulator
b) Regulator dengan slang las
c) Slang las dengan pembakar
d) Pembakar dengan tip/mulut pembakar
Cara memeriksa sambungan adalah sebagai berikut
Memutar roda putar katup silinder oksigen atau dengan kunci oksigen atau dengan kunci sok berlawanan arah jarum jam sebanayak 1 s.d 1½ putaraan hingga jarum manometer tekanan isi menuju angka tertentu, sesuai dengan tekanan isi silinder. Kemudian, memutar baut pengatur regulator oksigen searah jarum pada manometer tekanan kerja seperti telah dijelaskan di atas.
Oleskan air sabun pada setiap sambungan dengan menggunakan kuas. Bocoran gas dapat diketahui dari adanya gelembung–gelembung air sabun pada sambungan, bahkan kalau bocoran cuckup besar akan ditemui bunyi berdesis.
Apabila tejadi kebocoran hendaknya mur penghubung atau klem slang dikencangkan lagi dengan menggunakan alat yang sesuai dan periksalah kembali.
Pemasangan bagian–bagian utama las oksi asetilin dapat dikatakan selesai apabila pada instalasi las oksi-asetilena tidak ada kebocoran, yang artinya instalasi las oksi asetilin aman.
Menyalakan dan mematikan api las
1. Menyalakan api las
a. Pakailah alat pelindung mata (kacamata) dan kemudian bukalah katup asetilena pembakar dan goreskan korek api las di muka mulut pembakar. Awas nyala api jangan ditujukan pada orang atau benda yang mudah terbakar
b. Aturlah nyala api asetilena dengan udara yang terjadi, agar tidak berasap tebal atau menyala jauh dari mulut pembakar dengan mem-perbesar atau memperkecil pengeluaran asetilena.
c. Bukalah katup zat asam/ oksigen pembakar perlahan-lahan hingga warna api akan berubah dari warna kuning menjadi berwarna biru.
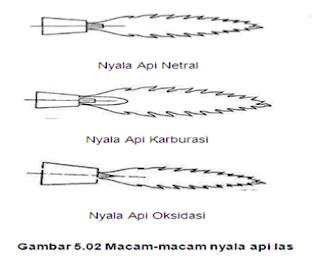
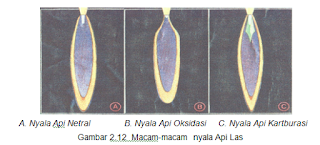
d. Melalui kaca mata las akan terlihat tiga macam nyala, inti nyala dan nyala ekor
e. Perbesar pengeluaran zat asam hingga nyala ekor menghilang itu tandanya nyala api sudah netral
f. Bila pengeluaran zat asam dilanjutkan, inti nyala berubah menjadi memendek dan agak runcing. Nyala ini dinamakan nyala okidasi atau nyala kebihan zat asam.
g. Bila pengeluaran asetilena diperbesar setelah nyala netral, maka nyala ekor akan terlihat. Nyala ini dinamakan nyala karburasi atau nyala kelebihan asetilena.
h. Untuk memperoleh penga- laman mengenai nyala api netral, oksidasi dan karburasi, cobalah pada benda kerja dan membandingkan hasilnya.
2. Mematikan api las
Tutuplah katup asetilena pembakar, nyala api sekaligus akan mati.
Setelah nyala api mati tutuplah katup zat asam pembakar
Kegunaan nyala api netral oksidasi dan karburasi.
Nyala api netral
Nyala api netral adalah nyala api yang sering diguanakan untuk mengelas baja, baja tahan karat, tembaga dan almunium.
Nyala api karburasi
Nyala api karburasi digunakan untuk melapisi keras permukaan dan las patri keras (brazing).
Nyala api oksidasi
Nyala oksidasi dipergunakan untuk mengelas kuningan atau mengelas patri dengan bahan kuningan (braze welding).
Rangkuman
1. Peralatan pengelasan yang harus dihubungkan adalah
a) Regulator oksigen atau asetilena ke silinder oksigen atau asetilena.
b) Selang las oksigen atau asetilena ke regulator oksigen atau asetilena.
c) Pembakar las ke selang oksigen atau asetilena.
d) Mulut pembakar / tip ke pembakar las.
2. Tekanan kerja pada regulator disesuaikan dengan jenis pembakar las.
pembakar las jenis injektor
a) Tekanan kerja asetilena 0,3 s.d 0,5 Bar
b) Tekanan kerja zat asam / oksigen 2,5 Bar (tertera pada mulut pembakar)
c) Untuk pembakar jenis mixer tekanan kerja zat asam dan asetilena 1 : 1 besar tekanannya lihat table.
3. Sambungan – sambungan yang perlu diperiksa adalah
a) Silinder dengan regulator
b) Regulator dengan slang las
c) Slang las dengan pembakar
d) Pembakar dengan tip/mulut pembakar
4. Nyala api las ada 3 macam, yaitu :
a) Nyala api netral
b) Karburasi dan
c) Oksidasi
Setiap nyala api las mempunyai fungsi atau kegunaannya
Tes Formatif / TUGAS DARING I
Jawablah pertanyaan-pertanyaan di bawah ini dengan singkat, jelas, dan benar.
1. Jelaskan cara menyiapkan silinder gas oksigen dan asetilena yang sesuai dengan prosedur.
2. Tuliskan urutan peralatan utama yang perlu diset/dihubungkan.
3. Tuliskan sambungan-sambungan yang perlu diperiksa setelah dipasangkan satu dengan yang lainnya.
4. Jelaskan cara pemasangan mulut pembakar.
5. Tuliskan tekanan kerja zat asam/oksigen dan tekanan kerja asetilena untuk pembakar jenis injector.
6. Tuliskan tiga macam nyala api las oksi-asetilena.
7. Jelaskan kegunaan dari tiga jenis nyala api las oksi-asetilen.
8. Tuliskan alasannya menyalakan api las harus menggunakan korek api las.