




48 Soal dan Jawaban yang ringkas untuk Ujian Satuan Pendidikan (USP) Jurusan Teknologi Dan Rekayasa "Teknik Mesin" Tingkat SMK, semoga bermanfaat.....
A. PILIHAN GANDA
1. Saat menggambar garis ulir.maka jenis garis yang digunakan adalah....

Jawaban D
2. Garis yang berupa garis "setrip, titik, titik, setrip” dengan ketebaian setengah dari tebal garis biasa disebut ...

A. garis gambar
B. garis bayangan
C. garis hati
D. garis potong
E. garis ukuran
Jawaban D
3. Pada bagian etiket gambar banyak terdapat identitasnya sebagai informasi atau keterangan pada gambar. Pada identitas gambar yang memberikan informasi berkaitan perbandingan angka yang ada pada etiket gambar yang akan menunjukkan nantinya besarnya perbandingan ukuran gambar yang dibuat dengan ukuran sebenarnya disebut ….
A. Proyeksi
B. Skala
C. Satuan
D. Tanggal
E. Kelas
Jawaban B
4. Etiket gambar sangatlah penting dibuat dalam pembuatan gambar kerjA. Di bawah ini letak penulisan etiket yang sesuai adalah …
A. Tengah kertas gambar
B. Samping kiri bawah
C. Samping kanan atas
D. Samping kiri atas
E. Samping kanan bawah
Jawaban B
5. Gambar proyeksi pictorial merupakan gambar yang menyerupai gambar bentuk 3 dimensi, sehingga memudahkan seorang pekerja memahami gambar kerja menyetupai bentuk nyatanyA. Ada beberapa gambar proyeksi, gambar perspektif yang mempunyai kemiringan 300 di kiri dan 300 di kanan dinamakan ….
A. Isometric
B. Dimetri
C. Trimetri
D. Amerika
E. Eropa
Jawaban A
6. Perhatikan gambar di bawah ini menunjukkan gambar / symbol dari proyeksi sudut ….

A. Pertama
B. Kedua
C. Ketiga
D. Keempat
E. Kelima
Jawaban C
7. Perhatikan pada gambar dibawah ini, menunjukkan sebuah plat besi yang dipotong menurut bidang potongan……

A. Sebagian
B. Separuh
C. Seperempat
D. Penuh
E. Putar
Jawaban D
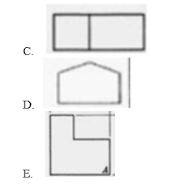
8. Perhatikan gambar berikut :

Pandangan atas dari benda tersebut adalah .....

Jawaban C
9. Dari beberapa gambar berikut penempatan dan penunjukkan garis ukur secara pararel yang benar sehingga sesuai pedoman pemberian ukuran dan memudahkan kita untuk membaca petunjuk dalam gambar kerja …


Jawaban C
10. Diatas merupakan alat gambar untuk membuat gambar kerja yang memiliki berbagai macam kriteria bisa dilihat dari gambar tersebut.

Dari data gambar di atas maka pernyataan berikut ini yang tepat adalah ….
A. Pensil 5H merupakan pensil paling lunak
B. Pensil 5H merupakan pensil paling keras
C. Pensil 8B merupakan pensil paling keras
D. Pensil semakin keras maka hasil gambar lebih tebal
E. Pensil semakin lunak maka hasil gambar lebih tipis
Jawaban B
11. Kertas gambar merupakan salah satu media untuk pembuatan gambar kerja yang memiliki ukuran yang berbeda – beda. Ukuran kertas A3 adalah …
A. 210 x 297 mm
B. 420 x 297 mm
C. 820 x 594 mm
D. 820 x 1188 mm
E. 420 x 594 mm
Jawaban E
12. Fungsi alat gambar yang digunakan untuk membagi sudut sama besar adalah …
A. Rapido
B. Penggaris
C. Busur Derajat
D. Penggaris siku
E. Penggaris segitiga
Jawaban C
13. Dari gambar bentuk isometric di bawah ini tentukan pandangan depan
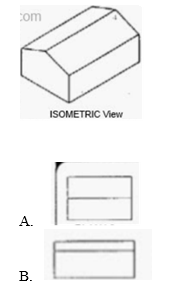
Jawaban D
14. Perhatikan gambar berikut !

Dari gambar tersebut terdapat beberapa gaya yang berlawanan arah dimana gaya yang menarik benda ke kiri sebesar 100 N dan gaya yang menarik benda kerja ke kanan sebesar 60 N dan 105 N. Berapa gaya resultan pada kejadian diatas ....
A. 65 N ke kiri
B. 65 N ke kanan
C. 265 N ke kiri
D. 265 N ke kanan
E. 55 N ke kiri
Jawaban B
15. Komponen mesin terbuat dari baja mengalami perubahan struktur karena pengaruh pembentukan dingin, maka perlakuan panas yang tepat dilakukan untuk memudahkan proses pemesinan adalah ....
A. Full hardening
B. Tempering
C. Normalising
D. Annealing
E. Surface hardening
Jawaban C
16. Sebuah alat pengangkat mobil memiliki diameter penampang kecil 5 cm dan penampang bEmpat buah benda dengan bentuk yang berbeda diletakkan di atas lantai.

A. 1
B. 2
C. 3
D. 4
E. 8
Jawaban B
17. Untuk memindahkan pasir besi dari suatu tempat ke tempat penumpukan (penyimpanan sementera) hingga pasir besi menumpuk menjadi tinggi, alat apa saja yang tepat digunakan adalah .....
A. Traktor
B. Truk
C. Loader
D. Conveyor belt
E. Buldoser
Jawaban A dan D
18. Pada proses mengeraskan baja, agar didapat baja yang sangat keras setelah baja dipanaskan di dalam oven pemanas kemudian sebaiknya didinginkan dengan menggunakan .....
A. Oli
B. Udara
C. Air
D. Minyak
E. Didinginkan di dalam oven pemanas
Jawaban A
19. Perhatikan diagram trafo berikut ini!

Jumlah lilitan sekunder trafo adalah….
A. 550 lilitan
B. 1.000 lilitan
C. 2.000 lilitan
D. 10.000 lilitan
E. 15.000 lilitan
Jawaban B
20. Perhatikan gambar di bawah!

Luas penampang 1 adalah 5 cm2 dan luas penampang 2 adalah 50 cm2. Jika berat beban adalah W = 1800, tentukan besar gaya F yang diperlukan untuk menaikkan beban W
A. 180
B. 120
C. 150
D. 200
E. 100
Jawaban A
21. Sebuah truk dengan massa 2.000 kg melaju dengan kecepatan 36 km/jam, kemudian menabrak sebuah pohon dan berhenti dalam waktu 0,1 sekon. Gaya rata-rata pada truk selama berlangsungnya tabrakan adalah….
A. 200 N
B. 3000 N
C. 20.000 N
D. 200.000 N
E. 2.000.000 N
Jawaban D
22. Lihat gambar rangkaian kombinasi di bawah

Kuat arus yang mengalir pada hambatan 3Ω besarnya....
A. 1,2 A
B. 2,0 A
C. 2,4 A
D. 3,0 A
E. 5 ,4 A
Tentukan aliran arus listrik yang terdapat pada hambatan R2?
Jawaban B
23. Tentukan tahanan total dari rangkaian diatas dimana diketahui R1 = 4 ohm, R2 = 3 ohm dan R3= 6 ohm.
A. 10 ohm
B. 8 ohm
C. 6 ohm
D. 4 ohm
E. 2 ohm
Jawaban C
24. Bahan bukan logam merupakan bahan yang tidak mengandung unsur besi di dalamnya dan biasanya memiliki sifat tidak sebagai penghantar listrik, di bawah ini yang termasuk bahan bukan logam diantaranya adalah …
A. Nikel
B. Plastik
C. Aluminium
D. Keramik
E. Perunggu
Jawaban B dan D
25. Adapun perbedaan antara sekrup dan baut adalah antara lain :
1. Untuk penggunaan, sekrup pada umumnya digunakan untuk memasang atau
mengkaitan komponen dari bahan kayu, plastik atau plat tipis sedangkan untuk penggunaanbaut digunakan untuk memasang atau mengkaitkan komponen dari bahan besi.
2. Pada umumnya untuk memasang sekrup tidak membutuhkan mur (namun ada
beberapa sekrup yang dapat menggunakan mur untuk pemasangannya), sedangkan
untuk memasang baut dibutuhkan sebuah mur
3. Untuk mengencangkan dan mengendorkan sekrup menggunakan kunci
shock, kunci ring, kunci pas dan lain sebagainya, sedangkan
untuk mengencangkan dan mengendorkan baut menggunakan obeng
4. Sekrup pada umumnya untuk kerapatan ulir yang kasar (namun ada beberapa sekrupyang memiliki ulir yang halus), sedangkan pada baut biasanya memiliki kerapatan uliryang lebih halus
5. Sekrup pada umumnya memiliki bentuk ujung kaki yang lancip (namun ada beberapasekrup yang tidak memiliki ujung yang lancip, tetapi memiliki ujung datar), sedangkanpada baut memiliki ujung kaki yang datar dan tidak ada baut yang memiliki ujung kakilancip.
Dari pernyataan diatas yang bukan termasuk perbedaan antara sekrup dan baut adalah ….
A. 1
B. 2
C. 3
D. 4
E. 5
Jawaban C
26. Transmisi sabuk adalah sistem transmisi tenaga/daya/momen puntir dari poros yang satu ke poros yang lain melalui sabuk (belt) yang melingkar/melilit pada puli yang terpasang pada poros-poros tersebut. Di bawah ini apa saja yang bukan termasuk keuntungan pemindahan daya dengan sabuk …

A. Dapat menerima dan meredam beban kejut
B. Hanya memerlukan sedikit perawatan
C. Berisik
D. Mudah slip yang terjadi mengakibatkan rasio angka putaran tidak konstan
E. Harga lebih murah daripada rantai.
Jawaban C dan D
27. Pengujian kekerasan bukan untuk melihat apakah bahan itu keras atau tidak, melainkan untuk mengetahui seberapa besar tingkat kekerasan logam tersebut. Tingkat kekerasan logam berdasarkan pada standart satuab baku. Di bawah ini yang bukan termasuk pengujian kekerasan logam …
A. Pengujian rockwell
B. Pengujian brinnel
C. Pengujian Vickers
D. Pengujian metalografi
E. Pengujian die penetrant
Jawaban E
28. Alat pembandingan yang tepat untuk mengetahui dimensi lebar alur untuk benda kerja seperti gambar di atas adalah .....

A. Jangka tusuk
B. Jangka kaki
C. Jangka bengkok
D. Vernier caliper
E. Feeler gauge
Jawaban B
29. Dengan melihat gambar perlengkapan peralatan las di atas. Peralatan las untuk menghubungkan mesin las dengan elektorda pada proses pengelasan adalah ....

A. Holder
B. Transformator
C. Klem masa
D. Kabel
E. Topeng las
Jawaban A
30. Ketika pekerja akan melakukan proses pengelasan maka harus mempersiapkan beberapa alat pelindung diri agar ketika proses pengelasan tidak membahayakan pekerja tersebut. Di bawah ini alat pelindung diri yang perlu dipakai pada saat proses pengelasan …
A. Kaca mata bening, sarung tangan dan sepatu
B. Kaca mata gelap, wear pack, sarung tangan dan sepatu
C. Sarung tangan, apron dan kacamata bening
D. Kaca mata being, apron dan sepatu
E. Sarung tangan, masker dan air plug
Jawaban B
31. Berikut ini langkah-langkah secara acak prosedur menggunakan perkakas tangan seperti tampak pada gambar

1. Membersihkan kikir menggunakan sikat kikir dengan gerakan searah alur gigi-giginya
2. Memilih kikir sesuai dengan jenis pekerjaan
3. Melakukan proses pengikiran dengan memegang gagang kikir menggunakan tangan kanan, ibu jari diatas gagang kikir, jari-jari tangan kiri mencengkeram ujung kikir pada sisi bagian bawah, posisi kaki kanan berada didepan, dan pada waktu gerakan kedepan kikir ditekan
4. Menyimpan kikir dengan cara disandarkan atau digantung tanpa saling bergesekan
5. Memakai pakaian kerja dan safety shoes
Langkah-langkah yang benar adalah ….
A. 3-2-5-1-4
B. 4-2-1-5-3
C. 4-3-1-5-2
D. 5-4-1-3-2
E. 5-2-3-1-4
Jawaban E
32. Alat perkakas digenggam bertenaga merupakan peralatan yang proses penggunaannya dengan cara dipegang dengan tangan dan menggunakan motor sebagai penggeraknya. Berikut ini yang bukan termasuk alat perkakas genggam bertenaga …
A. Mesin gerinda tangan
B. Mesin bor tangan
C. Mesin gergaji tangan
D. Mesin skrap tangan
E. Mesin frais
Jawaban E
33. Las busur metal manual memiliki prinsip kerja ketika mesin dihidupkan terjadi arus listrik yang mengalir melalui elektroda dengan bahan dasar. Jika ada celah antara ujung elektroda dengan bahan dasar akan terjadi loncatan busur listrik. Loncatan busur listrik menimbulkan panas yang dapat mencairkan kedua bahan tersebut. Pada saat bahan elektroda mencair dan bercampur dengan bahan dasar terjadi pembentukan gas hydrogen yang berfungsi melindungi cairan logam lasan dan ketika membeku bahan fluks yang menjadi terak menutupi permukaan logam lasan sehingga terlindung dari pengaruh udara luar. Istilah lain untuk las busur metal manual adalah …
A. SMAW
B. GMAW
C. GTAW
D. OAW
E. AOW
Jawaban A
34. Perkakas tangan merupakan peralatan yang cara penggunaannya menggunakan tangan ketika penggunaannyA. Apabila kita akan memotong plat tipis, maka peralatan yang tepat untuk digunakan agar pemotongan lebih mudah adalah menggunakan ….
A. Gergaji
B. Mesin gerinda tangan
C. Penggores
D. Tang
E. Gunting plat
Jawaban E
35. Proses pengecoran logam ada beberapa tahapan agar proses pengecoran bisa berjalan dengan baik, dibawah ini yang bukan termasuk tahapan ketika proses pengecoran …
A. Membuat cetakan
B. Membuat pola
C. Menentukan jenis bahan pengecoran
D. Menentukan treatmen yang diperlukan
E. Melakukanprosespembubutan
Jawaban E
36. Gambar berikut merupakan peralatan yang biasa digunakan untuk mengamplas permukaan logam atau non logam agar lebih halus, memotong logam dengan menggunakan mata potong tertentu maka alat tersebut dinamakan

A. Mesin ketam tangan
B. Mesin jigsaw
C. Mesin gerinda tangan
D. Mesin bor tangan
E. Mesin frais
Jawaban C
37. Ukuran yang ditunjukkan oleh gambar skala mistar sorong di bawah ini adalah …

A. 27,70
B. 27,75
C. 27,80
D. 28,75
E. 28,80
Jawaban B
38. Kikir merupakan alat perkakas tangan yang digunakan untuk mengikis permukaan benda kerja, agar lebih awet dalam penggunaannya maka kikir harus dilakukan perawatan diantaranya membersihkan geram pada sela kikir dengan disikat dengan sikat kuningan. Cara membersihkan geram pada sela gigi kikir adalah dengan disikat …
A. Seara Gerakan kikir
B. Tegal lurus alur gigi kikir
C. Searah dengan alur gigi kikir
D. Tegak lurus dengan sisi kikir
E. Dari bawah ke atas
Jawaban C
39. Dengan melihat gambar diatas bagian dari mesin bubut ada beberapa bagian yang memiliki kegunaan masing-masing, bagian mesin bubut yang digunakan sebagai tempat mencekam benda kerja ada di bagian …
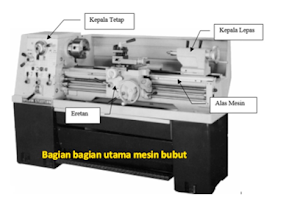
A. Kepala tetap
B. Eretan
C. Toolpost
D. Kepala Lepas
E. Alas mesin
Jawaban A
40. Berikut ini merupakan perkakas tangan sebagai salah satu peralatan fabrikasi logam yang biasanya disebut dengan gun blind rivet. Fungsi alat tersebut …

A. Menjepit benda kerja
B. Mengeling benda kerja
C. Melubang benda kerja
D. Menarik benda kerja
E. Menitik benda kerja
Jawaban B
B. PILIHAN GANDA KOMPLEKS
41. Disajikan gambar orang mengelas di bengkel yang kalian buat PSG , orang tersebut sangat rentan dalam bahaya,,beberapa alat keselamatan kerja belom di gunakan, alat keselamatan kerja yang seharusnya di gunakan. Pilihlah alat K3 yg sangat perlu di gunakan

1. Tabung O2
2. wearpack
3. kaca mata las.
4. sarung tangan.
5. Topi.
Jawaban yang benar...
A. 1 dan 3
B. 2 dan 3
C. 4 dan 1
D. 5 dan 1
E. 3 dan 4
Jawaban B
42. Berikut ini adalah salah satu alat ukur yang sering di gunakan di bengkel teknik dari gambar ini kalian sebutkan :

Berapa niali hasil pengukuran benda yang di ukur.
1. 23, 5 mm
2. 3, 05 mm
3. 23, 10 mm
4. 235 cm
5. 305 cm
Jawaban yang benar
A. 1 dan 3
B. 1 dan 4
C. 1 dan 5
D. 2 dan 4
E. 2 dan 5
Jawaban B
43. Perhatikan pengukuran pada rangkaian listrik berikut :

Apabila hambatan yang terjadi pada rangkaian 20 ohm dan kuat arus sebesar 30 A maka satuan beda potensial adalah…
1. ohm A
2. Volt
3. Meter.
4. ampere
5. ohm
Jawaban yang benar
A. 1 dan 2
B. 2 dan 4
C. 3 dan 5
D. 5 dan 1
E. 2 dan 5
Jawaban A
C . ESSAY
44. Suasana di industri suasananya sangat rapi, bersih , indah karyawan tersebut sudah mengunakan alat keselamatan kerja dengan baik dan benar dengan demikian suasana kerja menjadi tenang nyaman sehingga akan menimbulkan situasi kerja yang nyaman dan rasa kekelurgaan yang akan meningkatkan kinerja guru selanjutnya akan menaikkan angka produksi penjualan ...

Alat keselamatan kerja yang utama pada industri tersebut adalah...
Jawaban ;
1. Helm
2. Kacamata
3. Sepatu safety
4. Sarung tangan
5. Wearpack
6. Masker
45. Disajikan gambar berbagai alat ukur teknik sesuai dengan fungsinya, beberapa alat ukur yang tertera di atas diantaranya Jangka sorong dan micrometer, ketelitian pada alat tersebut adalah...

Jawaban
Jangka sorong 0,01 mm
Micrometer 0,001 mm
46. Peralatan yang perlu dipersiapkan dan dibutuhkan untuk membuat gambar teknik ada beberapa, diantaranya dapat diketahui sebagai berikut ini. Perlengkapan yang pertama ialah kertas, baik kertas untuk menggambar maupun jenis kertas lainnyA. Kemudian yang kedua yaitu pensil, berikutnya penggaris, meja untuk menggambar, papan untuk menggambar, dan terakhir mesin untuk menggambar.Perlengkapan serta beberapa alat diatas digunakan untuk menyiapkan suatu gambar teknik. Kelengkapan yang diperlukan pertama yang diperlukan ialah kertas, kertas dibutuhkan untuk media menggambar dan menciptakan desain gambar. Kertas gambar sendiri terbagi lagi menjadi beberapa jenis seperti, kertas menggambar yang digunakan untuk menentukan letak atau tata letak.
Dari peralatan gambar di atas yang fungsinya untuk membuat etiket gambar adalah...

Jawabanya:
Pensil, menggaris panjang, penggaris segi tiga, penghapus
47. Rangkaian kontrol adalah rangkaian untuk mengendalikan sebuah motor listrik 3 fasa biasanya rangkaian ini disimpan pada sebuah bawadah yang bernama panel box
Awal memulai mempelajari sistem kontrol ini adalah ketika membaca sistem kontrol motor listrik 3 fasa star delta (bintang Segitiga) secara Otomatis menggunakan timer. Kenapa rangkaian star delta bisa otomatis rangkaian yang lain tidak bisa.
Setelah mecari dan membaca beberapa sumber informasi, ternyata hampirsemua sistem kontrol motor listrik 3 fasa bisa bekerja secara otomatis.

Dari narasi di atas jika kita menghitung beda potensial adalah dengan rumus...
Jawabannya : V = I . R
V = Beda potensial Volt
I = Arus Listrik Ampere
R = Hambatan Ohm
48. Di sajikan gambar mesin pengelasan sederhana, ada beberapa bagian – bagian pada mesin tersebut, dan terlihat rangkaian kabel + dan - ada saklar penghubung.
Nah kali ini coba kalian jawab beberapa soal di bawah ini...

Apa fungsi Main supply pada gambar di atas...
Kutub + dan – pada mesin pengelasan tersebut mempunyai fungsi...
Jawaban
Main Supply Kontak Saklar yang berfungsi sebagai sumber utama
Kutub + di gunakan untuk penjepit elektroda
Kutub – di gunakan untuk penjepit benda kerja
































