Kumpulan beberapa soal dan Pembahasan Mapel Las OAW / TPOA Semester Tingkat SMK Sangat Ringkas... Pelajari dan simak dengan seksama, semoga bermanfaat..........
1. Nyala api oksigen lebih sering digunakan untuk pengelasan logam....
a. besi dan baja
b. baja dan perunggu
c. perunggu dan besi
d. kuningan dan besi
e. Perunggu dan kuningan
Jawab: E
2. Mengapa busur/ nyala api oksidasi tidak dapat dipakai untuk mengelas baja ....
a. hasil pengelasan akan kuat tetapi rapuh
b. hasil pengelasan akan lunak tetapi rapuh
c. hasil pengelasan akan berkarat dan rapuh
d. hasil pengelasan akan memuai dan getas
e. hasil pengelasan akan berkarat dan rapuh
Jawab : C
3. Busur/ nyala api yang cocok untuk mengelas logam non-ferous, seperti nikel dan monel adalah....
a. busur/nyala api vertical
b. busur/nyala api horizontal
c. busur/nyala api karburasi
d. busur/nyala api oksidasi
e. busur/nyala api netral
Jawab: C
4. Proses pengerasan yang sering dilakukan untuk mengeraskan gigi pada roda gigi besar. Gigi dipanaskan sampai suhu tertentu kemudian didinginkan dengan semburan air atau bahan pengeras, yaitu....
a. pengerasan benda bulat
b. pengerasan permukaan
c. pengerasan setempat
d. pengerasan tegak lurus
e. pengerasan mendatar
Jawab: A
5. Batang las yang terbuat dari logam non-ferrous terdapat campuran bahan logam, kecuali....
a. Nikel
b. ferrum
c. Chromium
d. Vanadium
e. molydenum
Jawab: B
6. Syarat-syarat mengelas asetelin sebagai berikut, kecuali....
a. lumer logam yang dilas harus tetap, tidak boleh terputus-putus
b. ujung batang las harus melumer bersama-sama dengan benda kerja
c. inti nyala api tidak boleh menyentuh batang las atau menyentuh benda kerja.
d. logam yang lumer diharuskan sampai tembus pada alas tempat mengelas.
e. penembusan lumer harus dapat masuk mengisi memenuhi permukaan bagian bawah alur
Jawab: D
7. Proses memotong besi atau baja dengan asitilen, adalah....
a. gas asetelin dan gas asam disemburkan secara bersamaan
b. gas asam disemburkan terlebih dahulu, kemudian gas asetelin
c. dipanaskan sampai suhu 1.600°F, kemudian gas asam disemburkan
d. dipanaskan sampai suhu 1.500°F, kemudian gas asam disemburkan
e. dimasukkan pada tungku pemanas terlebih dahulu
Jawab: C
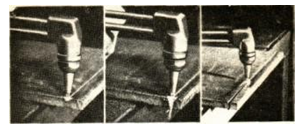
8. Perhatikan gambar dibawah ini !
Gambar diatas merupakan proses....
a. pemotongan dari sisi benda
b. pemotongan mendatar
c. pemotongan vertikal
d. pemotongan dari tengah benda
e. pengelasan mendatar
Jawab: A
9. Berikut ini langkah /cara-cara memotong benda dari tengah menggunakan las asetelin:
a) Pemanasan pendahuluan dimulai pada bagian yang akan dipotong.
b) Setelah bagian yang dipanaskan berwarna merah terang,pembakar diangkat 12 mm lebih tinggi dari kedudukan pembakar waktu mengelas biasa.
c) Buka keran gas asam pemotong perlahan-lahan.
d) pembakar perlahan diturunkan sampai 3 mm di atas permukaan benda itu netral.
e) Keran gas asam pembakar dibuka sampai memperoleh busur api netral dan pada saat ini segera pememotongan dimulai
f) Jagalah agar waktu melakukan pemotongan jangan sampai logam yang mencair menghalangi atau menyumbat lubang pembakar.
g) Bila tebal benda kerja yang dipotongsangat tebal pada tempat dimulai pemotongan harus dilubangi dahulu dengan bor
Langkah/ cara cara yang benar secara brurutan adalah ....
a. a, b, c, d, e, f, g
b. c, d, e, a, b, f, g
c. e, b, c, d, a, f, g
d. g, f, c, d, e, a, b
e. d, e, f, g, a, b, c
Jawab: A
10. Untuk memotong besi tuang yang tebalnya sampai 4 cm,tekanan gas asam diatur pada tekanan
a. 8 sampai 9 bar
b. 9,5 sampai 10,5 bar
c. 2 sampai 3,5 bar
d. 4 sampai 5,5 bar
e. 6 sampai 7,5 bar
Jawab: D
11. Pada proses pengelasan aluminium baik sekali bila terlebih dahulu dipanaskan secara merata untuk mencegah kemungkinan benda kerja jadi bengkok. Suhu yang dianjurkan ....
a. 50 sampai 100 °F
b. 150 sampai 250 °F
c. 450 sampai 550 °F
d. 600 sampai 750 °F
e. 300 sampai 400 °F
Jawab : E
12. Bila pembakar dipegang tangan kanan, maka pengelasan dimulai dari kanan menuju kekiri , hal ini dinamakan proses....
a. teknik las mundur
b. teknik las mendatar
c. teknik las 1G
d. teknik las maju
e. teknik las 2G
Jawab: D
13. Fungsi kacamata saat melakukan pengelasan, kecuali....
a. untuk melihat benda pekerjaan dengan baik
b. melindungi mata dari asap pengelasan
c. untuk melindungi mata dari cahaya ultra violet
d. untuk melindungi mata dari logam cair
e. untuk melindungi mata dari percikan bunga api
Jawab: B
14. Untuk pengelasan pelat yang tebalnya 5 mm, maka terlebih dulu Sisi-sisinya dibentuk kampuh. Kampuh yang cocok dipakai adalah ....
a. kampuh I
b. kampuh V
c. kampuh X ( V ganda )
d. kampuh K
e. kampuh U
Jawab: B
15. Untuk pengelasan pelat yang tebalnya 12 mm atau lebih, maka terlebih dulu Sisi-sisinya dibentuk kampuh.Kampuh yang cocok dipakai adalah ....
a. kampuh I
b. kampuh V
c. kampuh X ( V ganda )
d. kampuh K
e. kampuh U
Jawab: C
16. Perhatikan gambar disamping !
kampuh seperti pada gambar cocok dipakai untuk mengelas plat dengan tebal....
a. 12 mm
b. 9 mm
c. 7 mm
d. 5 mm
e. 3 mm
Jawab: E
17. Pada pekerjaan tertentu plat yang akan dilas dengan ketebalan tidak lebih dari 0,8 mm, maka sambungan/ kampuh yang cocok dipakai adalah....
a. sambungan flens
b. kampuh U
c. kampuh V
d. kampuh X
e. kampuh I
Jawab: A
18. Secara umum penyebab kecelakaan di tempat kerja adalah seperti dibawah ini, kecuali....
a. kelelahan (fatigue)
b. kecepatan kerja (paced work)
c. kondisi tempat kerja yang tidak aman
d. kurangnya penguasaan pekerja terhadap pekerjaan,
e. karakteristik pekerjaan itu sendiri
Jawab: B
19. Aktivitas, situasi, kondisi, kejadian, gejala, proses, material, dan segala sesuatu yang ada di tempat kerja/berhubungan dengan pekerjaan yang menjadi/berpotensi menjadi sumber kecelakaan/ cedera /penyakit dan kematian. Hal tersebut diatas merupakan definisi....
a. kecelakaan kerja
b. human error
c. bahaya/resiko kerja
d. kondisi kerja
e. situasi kerja
Jawab: C
20. Hubungan antara karakteristik pekerjaan dan kecelakaan kerja haruslah seimbang, dalam rangka mengurangi terjadinya kecelakaan kerja. Hal hal yang termasuk karakteristik pekerjaan adalah sebagai berikut, kecuali....
a. kecepatan kerja (paced work)
b. pekerjaan yang dilakukan secara berulang
c. pekerjaan-pekerjaan yang harus diawali dengan "pemanasan prosedural"
d. terdapatnya Prosedur operasional kerja ( POS)
e. lamanya sebuah pekerjaan dilakukan
Jawab: D
21. Cara menyimpan dan menempatkan botol gas antara lain sebagai berikut, kecuali....
a. simpan botol gas di tempat yang khusus sehingga tidak ada kemungkinan botol gas terpukul atau terbentur oleh benda keras
b. jauhkan dari tempat sumber panas dan dari benda-benda yang mudah terbakar
c. Tempat penyimpanan botol gas asam boleh dekat dengan tempat penyimpanan botol gas asitelin
d. jangan mengangkat botol gas dengan menarik tutup pengaman
e. jauhkan bptol gas dari kabel listrik.
Jawab: C
22. Las catat (tack weld) adalah salah satu cara merekatkan benda kerja satu sama lainnya. Syarat las kancing yang baik adalah...
a. Mutu/kualitas las jangan terlalu kuat
b. Dilas sepintas saja
c. Kualitasnya harus sama dengan pengelasan
d. Bila dilas mudah untuk dibongkar kembali
e. Dilas sesuai kebutuhan pekerjaan
Jawab: C
23. Distorsi adalah efek samping dari proses pemanasan dan pendinginan suatu pengelasan. Berbagai metoda diterapkan untuk pencegahan. Salah satunya....
a. Dilas dengan hati-hati
b. Dilas melintang dan memanjang
c. Dilas dengan kecepatan lambat
d. Dilas dengan kecepatan cepat
e. Dilas dengan benda kerja tetap dalam jepitan jigs
Jawab: E
24. Kualitas sambungan yang baik juga harus memperhatikan hal-hal tersebut dibawah ini
a. Benda kerja dibersihkan dengan air
b. Benda kerja dibersihkan dengan air lalu di las dengan kain
c. Benda kerja diamati lalu dibersihkan dengan sikat kawat
d. Benda kerja dibiarkan apa adanya
e. Benda kerja panas dipegang dengan penjepit
Jawab: C
25. Porositas adalah salah satu ciri cacat las dalam sambungan las, hal itu bisa diakibatkan oleh....
a. Penjelasan dilaksanakan dengan nyala netral.
b. Jarak nyala inti terlalu jauh dari cairan logam panas
c. Proses pengelasan tidak melihat kondisi material yang kotor
d. Udara atmosfir kurang bersatu dengan pembakaran
e. Campuran gas pembakar seimbang
Jawab: B
26. Pengelasan dengan oksi-asetilin adalah proses pengelasan secara... dengan pemanasan permukaan logam.
A. Otomatis
B. Modern
C. Manual
D. Canggih
E. Jadul
Jawab : C. manual
27. Nama lain las karbit yaitu las...
A. Asetilin
B. Asetilan
C. Asetilen
D. Asetilon
E. Asetilun
Jawab : C. asetilen
28. Welding adalah...
A. Pemotongan dua logam
B. Pembelahan dua logam
C. Penghubungan dua logam
D. Semua benar
E. Semua salah
Jawab : C. penghubungan dua logam
29. Las karbit digunakan untuk memotong dan menyambungkan benda kerja yg terbuat dari logam,yaitu..
a. Besi
b. Pipa
c. Poros
d. Semua benar
e. Semua salah
Jawab : D. semua benar
30. Nyala api netral berguna untuk... logam agar mengalami surfacehardening.
a. Seat Treatment
b. Cold Treatment
c. Hot Treatment
d. Heat Treatment
e. Warm Treatment
Jawab : D. heat treatment
31. Nyala api oksigen lebih sering digunakan untuk pengelasan logam....
a. Besi Dan Baja
b. Baja Dan Perunggu
c. Perunggu Dan Besi
d. Kuningan Dan Besi
e. Perunggu Dan Kuningan
Jawab : E. perunggu dan kuningan
32. Dalam proses nyala oksi-asetilen, menggunakan campuran gas... dengan gas asetilen.
a. Oksigen
b. Nitrogen
c. Hidrogen
d. Karbon
e. Asetilen
Jawab : A. oksigen
33. Suhu nyala pada proses oksi-asetilen bisa mnyampai... derajat celcius.
a. 2500
b. 3500
c. 350
d. 35000
e. 250
Jawab : B. 3500
34. Agar aman dipakai gas asetilen dalam tabung tekanannya tidak boleh melebihi... kPa
a. 10
b. 1000
c. 20
d. 100
e. 200
Jawab : D. 100
35. Pada nyala gas oksi-asetilen bisa diperoleh 3 jenis nyala yaitu...
a. Netral, Redupsi, Oksidasi
b. Netral, Reduksi, Oksidasi
c. Netral, Redoksi, Oksidasi
d. Netral, Redaksi, Oksidasi
e. Netral, Radiasi, Oksidasi
Jawab : B. netral, reduksi, oksidasi
36. Pada nyla netral kerucut, nyhala bagian dalam pada ujung nyala memerlukan perbandingan oksigen dan asetilen yaitu....
a. 1:2
b. 2:1
c. 2:3
d. 3:2
e. 1:1
Jawab : E. 1:1
37. Nyala pengelasan oksihidrogen mencapai... derejat celcius lebih rendah dari oksigen asetilen.
a. 200
b. 20
c. 2000
d. 100
e. 1000
Jawab : C. 2000
38. Pegelasan yang digunakan pada pengelasan lembaran tipis dan paduan bagian titik cair yang rendah adalah...
a. Pengelasan udara aseyilen
b. Pengelasan oksi asetilen
c. Pengelasan oksi hidrogen
d. Pengelasan gas bertekanan
e. Pengelasan las karbit
Jawab : C. pengelasan oksi hidrogen
39. Dalam pengelasan las karbit, kita memerlukan beberapa peralatan, yaitu....
a. Sumber api
b. Kunci tabing dan tang penjepit
c. Kaca mata las dan brander listrik
d. Regulator dan gas asetelyne
e. Semua benar
Jawab : E. semua benar
40. Tempat bercampurnya las karbit dengan oksigen adalah...
a. Kunci tabung
b. Regulator
c. Brander listrik
d. Kaca mata
e. Tang
Jawab : C. brander listrik
41. Cacat-cacat las yang dapat terjadi adalah sbb, kecuali....
a. Retak
b. Berkarat
c. Tampilan rigi las buruk
d. Lubang cacing keropos
e. Terak terperangkap
Jawab : B. berkarat
42. Las asetilen adalah nama lain dari...
a. Las listrik
b. Las otomatis
c. Las modern
d. Las karbit
e. Las manual
Jawab : D. las karbit
43. Proses penghubungn 2 logam disebut juga....
a. Welding
b. Holding
c. Surfing
d. Browsing
e. Jogging
Jawab : A. welding
44. Campuran gas yang diperlukan untuk proses nyala oksi-asetilen adalah....
a. Gas nitrogen dengan gas hidrogen
b. Gas nitrogen dengan gas oksigen
c. Gas oksigen dengan gas asetilen
d. Gas oksigen dengan gas hidrogen
e. Gas asetilen dengan gas nitrogen
Jawab : C. gas oksigen dengan gas asetilen
45. Peralatan pada proses pengelesan karbit yang berfungsi untuk mengukur tekanan gas pada tabung dan membatasi tekanan gas yang keluar dari tabung adalah...
a. Regulator
b. Tang jepit
c. Brander
d. Gas asetilen
e. Sumber api
Jawab : A. regulator
46. Berikut ini adalah jenis gas yang bisa dipakai sebagai bahan bakar pengelasan, kecuali...
a. Gas asetilen
b. Gas hidrogen
c. Gas propanu
d. Gas nitrogen
e. Gas karbit
Jawab : D. gas nitrogen
47. Sifat dari gas karbit adalah...
a. Mudah dibuat
b. Tidak beracun
c. Menyerap asam
d. Mengurangi oksidasi
e. Semua benar
Jawab : E.semua benar
48. Las karbit pada umumnya diartikan sebagai las oksi-asetilen, karena...
a. tidak menggunakan api
b. menggunakan listrik
c. tidak menggunakan listrik
d. menggunakan robot
e. mudah pengerjaannya
Jawab : C. tidak menggunakan listrik
49. Ciri nyala api oksigen lebih yaitu....
a. nyala api pendek,berwarna ungu dan nyala kerucut luarnya pendek
b. nyala api pendek,berwarna ungu dan nyala kerucut luarnya panjang
c. nyala api pendek,berwarna merah dan nyala kerucut luarnya panjang
d. nyala api panjang,berwarna ungu dan nyala kerucut luarnya panjang
e. nyala api panjang,berwarna merah dan nyala kerucut luarnya pendek
Jawab : A. nyala api pendek,berwarna ungu dan nyala kerucut luarnya pendek
50. Tabung asetilen mampu menahan tekanan sampai...
a. 1,2 MPa
b. 1,7 MPa
c. 1,7 RPa
d. 1,2 RPa
e. 2,7 RPa
Jawab : B. 1,7 MPa
51. Las oksi asetilena dalam istilah lain disebut ..
a. LOA
b. GTAW
c. OAW
d. SMAW
e. GMAW
Jawab : C. OAW
52. Material yang tersedia terutama bahan induk las yang tepi sisi lasnya berkarat/korosi, sebelum dilas sebaiknya dibersihkan dengan perkakas yang tepat seperti...
a. Dipahat lalu diukur
b. Digosok kertas pasir lalu disikat kawat
c. Digerida hingga tipis
d. Dicat lalu dilas
e. Didempul lalu dilas
Jawab : B. Digosok kertas pasir lalu disikat kawat
53. Bentuk kampuh pada sambungan sudut maupun tumpul tergantung pada...
a. Tebal bahan
b. Lebar/panjang bahan
c. Kebutuhan pengelasan
d. Diameter bahan tambah
e. Jenis bahan las
Jawab : A.Tebal bahan
54. Peralatan pengelasan yang harus dihubungkan, kecuali...
a. Regulator oksigen atau asetilena ke silinder oksigen atau asetilena.
b. Selang las oksigen atau asetilena ke regulator oksigen atau asetilena.
c. Pembakar las ke selang oksigen atau asetilena.
d. Mulut pembakar / tip ke selang.
e. Benda kerja ke regulator
Jawab : D. Mulut pembakar / tip ke selang.
55. Ada tiga jenis nyala api pada proses las karbit salah satunya dipakai untuk pengelasan baja karbon rendah.Nyala api tersebut adalah...
a. Nyala netral
b. Nyala biru
c. Nyala oksidasi
d. Nyala karburasi
e. Nyala campuran
Jawab : A. Nyala netral
56. Regulator meter tekanan gas dihubungkan pada botol dengan mur nipel, kedua jenis regulator mempunyai ciri drat yang berbeda yaitu ulir kanan dan ulir kiri. Untuk ulir kiri biasanya terdapat pada mur nipel...
a. regulator gas oksigen
b. regulator gas asetelin
c. regulator gas argon
d. regulator gas aktif
e. regulator gas helium
Jawab: B. regulator gas asetelin
57. Tekanan kerja zat asam/oksigen untuk pembakar jenis injector, yaitu...
a. 1,0 Bar
b. 1,5 Bar
c. 2,5 Bar
d. 2,0 Bar
e. 0,5 bar
Jawab : C.2,5 Bar
58. Las catat (tack weld) adalah salah satu cara merekatkan benda kerja satu sama lainnya. Syarat las kancing yang baik adalah...
a. Mutu/kualitas las jangan terlalu kuat
b. Dilas sepintas saja
c. Kualitasnya harus sama dengan pengelasan
d. Bila dilas mudah untuk dibongkar kembali
e. Kualitas lasnya setengah dari pengelasan biasanya
Jawab : C. Kualitasnya harus sama dengan pengelasan
59. Distorsi adalah efek samping dari proses pemanasan dan pendinginan suatu pengelasan. Berbagai metoda diterapkan untuk pencegahan. Salah satunya....
a. Dilas dengan hati-hati
b. Dilas melintang dan memanjang
c. Dilas dengan kecepatan lambat
d. Dilas dengan benda kerja tetap dalam jepitan jigs
e. Dilas dengan benda kerja tetap diatas meja las
Jawab : D. Dilas dengan benda kerja tetap dalam jepitan jigs
60. Kualitas sambungan yang baik juga harus memperhatikan hal-hal tersebut dibawah ini
a. Benda kerja dibersihkan dengan air
b. Benda kerja diamati lalu dibersihkan dengan sikat kawat
c. Benda kerja dibiarkan apa adanya
d. Benda kerja panas dipegang dengan penjepit
e. Proses pendinginan benda kerja secara alami
Jawab : B. Benda kerja diamati lalu dibersihkan dengan sikat kawat
61. Porositas adalah salah satu ciri cacat las dalam sambungan las, hal itu bisa diakibatkan oleh....
a. Penjelasan dilaksanakan dengan nyala netral
b. Jarak nyala inti terlalu jauh dari cairan logam panas
c. Udara atmosfir kurang bersatu dengan pembakaran
d. Campuran gas pembakar seimbang
e. Benda kerja kurang bersih
Jawab : B. Jarak nyala inti terlalu jauh dari cairan logam panas
62. Cacat las harus diidentifikasi secara visual lalu ditandai untuk perbaikan. Salah satu syarat perbaikan pada cacat las....
a. Dilas kembali dengan kualitas yang seragam
b. Disikat untuk dibersihkan saja
c. Dipukul untuk diratakan kembali
d. Dipanaskan kembali untuk mencegah distorsi
e. Dipanaskan dan pendinginan benda kerja secara alami mencegah distorsi
Jawab : A. Dilas kembali dengan kualitas yang seragam