




Sumber listrik atau tenaga menyediakan tegangan dan arus yang di butuhkan untuk menghasilkan busur las antara elektroda dan benda kerja.Arus yang dibutuhkan sangat tinggi untuk mencairkan permukaan benda kerja dan ujung elektroda.
Sangat penting menjaga kesetabilan arus listrik selama elektroda menghasilkan busur listrik. Jika elektroda terlalu jauh, maka arus yang mengalir akan terhenti sehingga berakibat terhenti pula pembentukan busur las. Sebaliknya, jika terlalu dekat atau menyentuh/ menekan benda kerja, maka busur yang terjadi terlalu pendek/ tidak ada jarak sehingga elektroda akan menempel pada benda kerja,
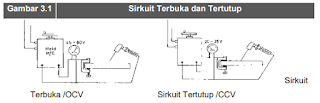
dan jika hal ini agak berlansung lama, maka keseluruhan batang elektroda akan menerima panas yang sama yang berkibat mencairnya keseluruhan batang elektroda tersebut. Pada saat belum terjadinya busur las disebut “sirkuit terbuka “ (open circuit voltage/OCV) mesin las akan menghasilkan tegangan sebesar 45 – 80 volt sedangkan pada saat terjadinya busur las, disebut “sirkuit tertutup” (close circuit
voltage /CCV) tegangan akan turun menjadi 20 – 35 volt.
Memperbesar busur las adalah dengan cara memperbesar/mempertinggi amper yang dapat diatur pada mesin las.
Saat busur las terbentuk, temperatur pada tempat terjadinya busur las tersebut akan naik menjadi sekitar 60000 C, yaitu pada ujung elektroda dan pada titik pengelasan.
Bahan mencair membentuk kawah las yang kecil dan ujung elektroda mencair membentuk butir-butir cairan logam yang kemudian melebur bersama-sama kedalam kawah las pada benda kerja. Dalam waktu yang sama salutan (flux) juga mencair, memberikan gas pelindung di sekeliling busur dan membentuk terak yang melindungi cairan logam. Kecepatan mencair dari elektroda ditentukan oleh jumlah arus listrik yang dipakai. Mesin las terdiri dari mesin las AC dan mesin las DC, di mana kedua mesin las ini dapat menghasilkan dan menyediakan tegangan dan arus listrik yang cukup untuk terjadinya proses pengelasan.
Kedua jenis mesin las tersebut mempunyai karakteristik yang berbeda, sehingga dalam penggunaannya harus benar-benar diperhatikan agar sesuai dengan bahan yang dilas ataupun teknik-teknik pengelasannya.
a. Mesin Las Arus Bolak balik ( AC )
Mesin las arus bolak-balik sebenarnya adalah transpormator penurun tegangan. Transformator (trafo mesin las) adalah alat yang dapat merubah tegangan yang keluar dari mesin las. Tegangan yang diperlukan oleh mesin las bermacam-macam biasanya 110 V, 220 V, 380 V atau 420 V. Pengaturan
arus pada pengelasan dapat dilakukan dengan cara memutar tuas, menarik, atau menekan, tergantung pada konstruksinya, sehingga kedudukan int medan magnit bergeser naik-turun pada transformator. Pada mesin las arus bolak-balik, kabel masa dan kabel elektroda dipertukarkan tidak mempengaruhi perubahan panas yang timbul pada busur nyala.

b. Mesin Las Arus Searah ( DC )
Mesin las arus searah mendapatkan sumber tenaga listrik dari trafo las ( AC ) yang kemudian diubah menjadi arus searah atau dari generator arus searah yang digerakkan oleh motor bensin atau motor diesel sehingga cocok untuk pekerjaan lapangan atau untuk bengkel-bengkel kecil yang tidak mempunyai jaringan listrik.
Pemasangan kabel-kabel las ( pengkutuban ) pada mesin las arus searah dapat diatur /dibolak-balik sesuai dengan keperluan pengelasan, ialah dengan cara :
Pengkutuban langsung (DCSP/DCEN) :
Dengan pengkutuban langsung berarti kutub positif (+) mesin las dihubungkan dengan benda kerja dan kutub negatif (-) dihubungkan dengan kabel elektroda.Dengan hubungan seperti ini panas pengelasan
yang terjadi 1/3 bagian panas memanaskan elektroda sedangkan 2/3 bagian memanaskan benda kerja.

Pengkutuban terbalik (DCRP/ DCEP)
Pada pengkutuban terbalik, kutub negatif (-) mesin las dihubungkan dengan benda kerja , dan kutub positif (+) dihubungkan dengan elektroda. Pada hubungan semacam ini panas pengelasan yang terjadi
1/3 bagian panas memanaskan benda kerja dan 2/3 bagian memanaskan elektroda.
Gambar 3.4 Pengkutuban/polaritas terbalik (DCRP/DCEP)

c. Duty Cycle
Semua tipe mesin las diklasifikasikan/ diukur berdasarkan besarnya arus yang dihasilkannya (current output) pada suatu besaran tegangan (voltage).Ukuran ini ditetapkan oleh pabrik pembuatnya sesuai dengan standar yang berlaku pada negara pembuat tersebut atau standar internasional, di mana standar tersebut menetapkan kemampuan maksimum mesin las untuk beroperasi secara aman dalam batas waktu tertentu.
Salah satu ukuran dari mesin las adalah persentase dari “duty cycle”.
Duty cycle adalah persentase penggunaan mesin las dalam periode 10 menit, di mana suatu mesin las dapat beroperasi dalam besaran arus tertentu secara efisien dan aman tanpa mengalami beban lebih (overload).
Sebagai contoh, jika suatu mesin las berkemampuan 300 Amper dengan duty cycle 60%, maka artinya mesin las tersebut dapat dioperasikan secara aman pada arus 300 Amper pengelasan selama 60% per 10 menit penggunaan (6/10 ).
Jika penggunaan mesin las tersebut dibawah 60% (duty cycle diturunkan), maka arus maksimum yang diizinkan akan naik. Dengan demikian, jika misalnya ‘duty cycle’ nya hanya 35% dan besar arusnya tetap 300 Amper, maka mesin las akan dapat dioperasikan pada 375 Amper.
Hal tersebut berdasarkanperhitungan :
Selisih : 60% - 35 % = 25 %
Peningkatan : 25/60 x 300 = 125, sehingga 60% x 125 = 75 Amper.
Arus maksimum yang diizinkan = 75 + 300 = 375 Amper.
d. Pengaturan Arus ( Amper ) Pengelasan
Besar kecilnya amper las terutama tergantung pada besarnya diameter elektroda dan tipe elektroda. Kadang kala juga terpengaruh oleh jenis bahan yang dilas dan oleh posisi atau arah pengelasan.
Biasanya, tiap pabrik pembuat elektroda mencantumkan tabel variabel penggunaan arus las yang disarankan pada bagian luar kemasan elektroda.
Di lain fihak, seorang operator las yang berpengalaman akan dengan mudah menyesuaikan arus las dengan mendengarkan, melihat busur las atau hasil las. Namun secara umum pengaturan amper las dapat mengacu pada ketentuan berikut :



















")











































