Pekerjaan las busur manual adalah salah satu jenis pekerjaan yang cukup berpotensi menyebabkan gangguan terhadap kesehatan atau malah dapat menyebabkan kecelakaan kerja.
Gangguan kesehatan atau kecelakaan dapat diakibatkan oleh beberapa faktor, yakni operator atau teknisi las itu sendiri, mesin dan alat-alat las, atau lingkungan kerja, namun secara umum ada beberapa resiko kalau bekerja dengan proses las busur manual, yaitu :
Kejutan listrik ( electric shock )
Sinar las
Debu dan asap las
Luka bakar
Kebakaran
1. Kejutan Listrik
Kecelakaan akibat kejutan listrik dapat terjadi setiap saat, baik itu pada saat pemasangan peralatan, penyetelan atau pada saat pengelasan. Resiko yang akan terjadi dapat berupa luka bakar, terjatuh, pingsan serta dapat meninggal dunia.Oleh sebab itu perlu hati-hati waktu menghubungkan setiap alat yang dialiri listrik, umpamanya meja las, tang elektroda, elektroda dan lain-lain. Hal ini dapat menyebabkan kejutan listrik, terutama bila yang bersangkutan tidak menggunakan sarung tangan.
Besarnya kejutan listrik yang timbul tergantung besarnya arus dan keadaan kondisi badan manusia, dalam hal ini juru las. Tingkat kejutan hubungannya dengan besar arus dapat dilihat pada tabel berikut:

Untuk mempermudah pertolongan kepada penderita, penolong harus dapat membedakan kecelakaan ini satu sama lain. Bagaimanapun keterlambatan pertolongan akan dapat mengakibatkan fatal kepada penderita.Cara-cara untuk menolong bahaya akibat kecelakaan listrik yaitu :
Matikan stop kontak (switch off) dengan segera
Berikan pertolongan pertama sesuai dengan kecelakaan yang dialami oleh penderita
Apabila tidak sempat mematikan stop kontak dengan segera, maka hindarkanlah penderita dari aliran listrik dengan memakai alat-alat kering yang tidak bersifat konduktor (jangan gunakan bahan logam.
Cara-caranya adalah sebagai berikut :
Tarik penderita dengan benda kering (karet, plastik, kayu, dan sejenisnya) pada bagian-bagian pakaian yang kering.
Penolong berdiri pada bahan yang tidak bersifat konduktor ( papan, sepatu karet)
Doronglah penderita dengan alat yang sudah disediakan.
Bawalah kerumah sakit dengan segera.
Upaya mencegah bahaya kejutan listrik selama pengelasan dengan busur listrik, diantaranya :
Pakaian kerja harus kering dan tidak boleh basah oleh keringat atau air, karena bila tangan dan kaki sedang berkeringat besar arus akan naik sampai 12 kali. Jika basah dapat mencapai 25 kali.
Sarung tangan harus terbuat dari kulit, kering dan tanpa lubang pada ujung jari
Harus memakai sepatu karet yang seluruhnya terosolasi

Bila berkeringat harus berhenti bekerja dan mengeringkan terlebih dahulu sebelum melanjutkan pengelasan.
Mesin las busur listrik AC harus memiliki alat penurun tegangan otomatis yang setidaknya mampu menurunkan tegangan kedua dari tegangan kerja yang besarnya kira-kira 85 V menjadi 25 V atau kurang dengan menggunakan suatu kumparan tambahan
Mesin las busur listrik DC tegangannya harus relatif rendah yaitu sekitar 60 V
Rumah mesin las busur harus benar-benar “membumi” (arde)
Kabel primer harus terjamin dengan baik, mempunyai isolasi yang baik.
Kabel primer usahakan sependek mungkin
Hindarkan kabel elektroda dan kabel masa dari goresan, loncatan bunga api dan kejatuhan benda panas
Penggantian elektroda harus dilakukan dengan hati-hati
Periksalah sambungan-sambungan kabel, apakah sudah ketat, sebab persambungan yang longgar dapat menimbulkan panas yang tinggi.
Jangan meletakkan pemegang elektroda pada meja las atau pada benda kerja
Jika pembungkus kabel-kabel input atau output sobek dan kawatnya terbuka, maka tutuplah dengan pita isolasi atau ganti seluruh kabelnya
Pemeliharaan dan perbaikan mesin las sebaiknya ditangani oleh orang yang telah ahli dalam teknik listrik
Jangan mengganggu komponen-komponen dari mesin las.
Ketika meninggalkan bengkel pengelasan untuk beristirahat, pastikan bahwa batang elektroda las telah dilepaskan dari pemegang elektroda (holder)
Dalam keadaan istirahat atau tidak mengelas mesin las harus dimatikan
2. Sinar las
Temperatur busur las sama tingginya dengan temperatur permukaan matahari, kira-kira 5000o – 6000oC, sedangkan temperatur nyala api gas asetilin mencapai 3100 oC.Hal tersebut menimbulkan radiasi sinar yang membahayakan operator las dan pekerja lain didaerah pengelasan.
Sinar yang membahayakan tersebut adalah :
a. Cahaya Tampak :
Benda kerja dan bahan tambah yang mencair pada las busur manual mengeluarkan cahaya tampak semua cahaya tampak yang masuk ke mata akanditeruskan oleh lensa dan kornea mata ke retina mata. Bila cahaya ini terlalu kuat maka mata akan segera menjadi lelah dan kalau terlalu lama mungkin menjadi sakit. Rasa lelah dan sakit pada mata sifatnya hanya sementara.
b. Sinar Infra Merah :
Sinar infra merah berasal dari busur listrik.Adanya sinar infra merah tidak segera terasa oleh mata, karena itu sinar ini lebih berbahaya, sebab tidak diketahui, tidak terlihat.
Akibat dari sinar infra merah terhadap mata sama dengan pengaruh panas, yaitu akan terjadi pembengkakan pada kelopak mata, terjadinya penyakit kornea dan kerabunan.
Jadi jelas akibat sinar infra merah jauh lebih berbahaya dari pada cahaya tampak.Sinar infra merah selain berbahaya pada mata juga dapat menyebabkan terbakar pada kulit berulang-ulang (mula-mula merah kemudian memar dan selanjutnya terkelupas yang sangat ringan).
Apabila terkena sinar infra merah, maka tidak dapat tidur selama 8 -12 jam setelah terkena dan seolah-olah ada pasir di mata, jika sering terkena sinar ini lama kelamaan akan menjadi rabun. Sangat berbahaya dan menyebabkan katarak pada lensa mata.
c. Sinar Ultra Violet
Sinar ultra violet sebenarnya adalah pancaran yang mudah terserap, tetapi sinar ini mempunyai pengaruh yang besar terhadap reaksi kimia yang terjadi didalam tubuh. Bila sinar ultra violet yang terserap oleh lensa melebihi jumlah tertentu , maka pada mata terasa seakan-akan ada benda asing didalamnya dalam waktu antara 6 sampai 12 jam, kemudian mata akan menjadi sakit selama 6 sampai 24 jam. Pada umumnya rasa sakit ini akan hilang setelah 48 jam.
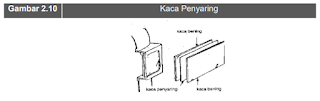
Pencegahan Kecelakaan karena Sinar Las : Memakai pelindung mata dan muka ketika mengelas, yaitu kedok atau helm las. Kedok las dan helm las dilengkapi dengan kaca penyaring (filter) untuk menghilangkan dan menyaring sinar infra merah dan ultra violet. Filter dilapisi oleh kaca bening atau kaca plastik yang ditempatkan disebelah luar dan dalam, fungsinya untuk melindungi filter dari percikan- percikan las.
Adapun ukuran ( tingkat kegelapan / shade ) kaca penyaring tersebut berbanding lurus dengan besarnya amper pengelasan.
Berikut ini ketentuan umum perbandingan antara ukuran penyaring dan besar amper pengelasan pada proses las busur manual :
Memakai peralatan keselamatan dan kesehatan kerja (pakaian pelindung) pakaian kerja , apron/jaket las, sarung tangan , sepatu keselamatan kerja.
Buatlah batas atau pelindung daerah pengelasan agar orang lain tidak terganggu (menggunakan kamar las yang tertutup, menggunakan tabir penghalang.
3. Debu dan Asap Las
a. Sifat fisik dan akibat debu dan asap terhadap paru-paru.
Debu dan asap las besarnya berkisar antara 0,2 um sampai dengan 3 um jenis debu ialah eternit dan hidrogen rendah. Butir debu atau asap dengan ukuran 0,5 µm dapat terhisap, tetapi sebagian akan tersaring oleh bulu hidung dan bulu plat pernapasan, sedang yang lebih halus akan terbawa ke dalam dan ke luar kembali.
Debu atau asap yang tertinggal dan melekat pada kantong udara diparu- paru akan menimbulkan penyakit, seperti sesak napas dan lain sebagainya. Karena itu debu dan asap las perlu dapat perhatian khusus.
b. Harga batas kandungan debu dan asap las
Harga bata ( ukuran ) kandungan debu dan asap pada udara tempat pengelasan disebut Thaeshol Limited Value ( TLV ) oleh International Institute of Welding (IIW) ditentukan besarnya 10 mg/m2 untuk jenis elektroda karbon rendah dan 20 mg/m2 untuk jenis lain.
Pencegahan kecelakaan karena debu dan asap las :
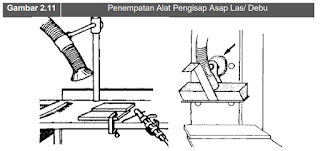
1. Peredaran udara atau ventilasi harus benar-benar diatur dan diupayakan, di mana setiap kamar las dilengkapi dengan plat pengisap debu dan asap yang penempatannya jangan melebihi tinggi rata-rata / posisi wajah ( hidung ) operator las yang bersangkutan.
2. Menggunakan kedok/ helm las secara benar, yakni pada saat pengelasan berlangsung harus menutupi sampai di bawah wajah (dagu ), sehingga mengurangi asap/ debu ringan melewati wajah.
3. Menggunakan baju las (Apron) terbuat dart kulit atau asbes.
4. Menggunakan alat pernafasan pelindung debu, jika ruangannya tidak ada sirkulasi udara yang memadai ( sama sekali tidak ada ).
4. Luka Bakar dan Kebakaran
Luka bakar dapat terjadi karena :
Logam panas
Busur cahaya
Loncatan bunga api
Luka bakar dapat diakibatkan oleh logam panas karena adanya pencairan benda kerja antara 12000C –15000C , sinar ultra violet dan infra merah, hal ini dapat mengakibatkan luka bakar pada kulit.
Luka bakar pada kulit dapat menyebabkan kulit melepuh / terkelupas, dan yang sangat fatal dapat menyebabkan kanker kulit.
Luka bakar pada mata mengakibatkan iritasi ( kepedihan, silau ) yang sangat fatal menyebabkan katarak pada mata. Luka bakar yang diakibatkan oleh loncatan bunga api adalah loncatan butiran logam cair yang ditimbulkan oleh cairan logam. Biarpun bunga api itu kecil, tapi dapat melubangi kulit melalui pakaian kerja, lobang kancing yang lepas atau pakaian kerja yang longgar.
Pencegahan Luka Bakar :
Untuk mencegah luka bakar, operator las harus memakai baju kerja yang lengkap yang meliputi :
Baju kerja (overall) dari bahan katun
Apron / jaket kulit Sarung tangan kulit Topi kulit ( terutama untuk pengelasan posisi di atas kepala )
Sepatu kerja
Helm / kedok las
Kaca mata bening, terutama pada saat membuang terak
Sumber :Fabrication and Welding Engineering
Aktivitas Pembelajaran
Jawablah pertanyaan di bawah ini secara individual.
1. Menurut saudara apakah kesehatan dan keselamatan kerja itu penting? Sebutkan 5 alasannya !
2. Apa yang akan terjadi jika pengelasan busur manual tidak memperhatikan kesehatan dan keselamatan?
3. Apakah di sekolah saudara sudah menerapkan kesehatan dan keselamatan kerja?
4. Sepengetahuan anda, selama setahun belakangan adakah kecelakaan yang terjadi di sekolah saudara dan apa penyebabnya?
5. Menurut saudara apa saja faktor yang menjadi kendala penerapan kesehatan dan keselamatan kerja di sekolah saudara? Sebutkan 5 faktor?


























")





























