1.Alat pelindung diri yang perlu dipakai pada saat menyiapkan material pengelasan …
A. Kaca mata bening, sarung tangan dan sepatu
B. Kaca mata gelap, sarung tangan dan sepatu
C. Sarung tangan, apron dan kacamata bening
D. Kaca mata bening, apron dan sepatu
E. sarung tangan, masker, air plug
Answer: A
2.Untuk mengidentifikasi jenis material yang digunakan oleh objek/benda kerja pada proses pembuatan gambar adalah dengan..................
A. mempertimbangkan sifat-sifat material sesuai dengan persyaratan kerja yang diperlukan
B. mengidentifikasikan kerja, persyaratan kerja serta karakteristik material yang diperlukan
C. menganalisa fungsi obyek/benda kerja dalam mekanisme kerja secara keseluruhan
D. mempelajari berbagai standar material serta karakteristiknya
E. tidak ada jawaban yang benar
Answer: C
3.Komponen – komponen mesin biasanya terbuat dari :
A. Baja karbon sedang
B. Baja karbon tinggi
C. Baja campuran tinggi
D. Baja karbon rendah
E. Baja saja
Answer: C
4.Proses perlakuan panaslanjut setelah proses pengerasan yang bertujuan untuk mengurangi kekerasan yang terlalu tinggi akibat pendinginan cepat (quenching) adalah
A. Annealing (pelunakan)
B. Normalizing (penormalan)
C. Tempering (penemperan)
D. Hardening (pengerasan)
E. Semuabenar
Answer: A
5.Untuk mengukur pekerjaan yang sangat teliti dibutuhkan mistar sorong dengan ketelitian
A. 0,1 mm
B. 0,5 mm
C. 0,01 mm
D. 0,05 mm
E. 1 mm
Answer: B
6.Seperti terlihat pada gambar, menunjukkan lambang proyeksi ...
A.proyeksi Amerika
B.proyeksi sudut pertama
C.proyeksi sudut ketiga
D.proyeksi gambar teknik
E.proyeksi isometric
Answer: A
7.Dalam pemakaiannya penggores harus selalu berpasangan dengan salah satu alat ukur, yaitu
A. rol meter
B. jangkabengkok
C. sikublok
D. mistarbaja
E. Meteran
Answer: D
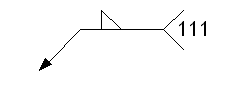
8.Lambang berikut ini, menunjukkan lambang las sudut dengan proses pengelasan ...
A.SMAW
B.GMAW
C.FCAW
D.GTAW
E.OAW
Answer: A
9.Jenis solutan yang digunakan untuk pemakaian umum dibidang konstruksi.........
A. Cellulose
B. Low hydrogen
C. Rutile
D. Iron powder
E. Tor titania
Answer: C
10.Seorang pengelas harus mampu menghindari atau mencegah terjadinya distorsi. Upaya yang tidak banyak mengurangi terjadinya distorsi adalah…
A. Menggunakan arus seminimal mungkin
B. Membuat las catat sebelum pengelasan
C. Memberikan “pre-set” setalah dilas catat
D. Menggunakan elektroda yang kecil dan pengelasan berulang-ulang
E. Memperkecil amper.
Answer: C
11.Fungsi dari elektroda tungsten adalah :
A. pembangkit busurnya las selama dilakukan pengelasan
B. sebagai bahan tambah.
C. Sebagai pengatur bentuknya rigi-rigi
D. Penentu besar kecilnya hasil pengelasan
E. Semua jawaban salah
Answer: A
12.Gambar dibawah ini adalah contoh sambungan …
A.Fillet welding
B.Slop welding
C.Plug welding
D.Edge welding
E.Butt welding
Answer: E
13.Perubahan atau penyimpangan bentuk yang diakibatkan oleh panas disebut ….
A. kontraksi
B. Deformasi
C. Distorsi
D. Ekspansi
E. kontaminasi
Answer: C
14.Posisi 2F pada pelat sambungan sudut( fillet ) adalah ….
A. posisi horizontal-vertikal ( PB )
B. Posisi mendatar (PG)
C. posisi flat ( PA )
D. posisi vertikal arah naik ( PF )
E. posisi vertikal arah turun ( PG )
Answer: A
15.Yang mempengaruhi setiap keberhasilan atau kualitas hasil las adalah............
A. Jenis mesin las
B. Ukuran elektroda
C. Tinggi / panjang busur las
D. Jenis pengutupan
E. Tergantung pada kualitas wledernya
Answer: C
16.Informasi / instruksi yang berkaitan dengan obyek / benda kerja dapat diidentifikasi dari gambar kerja, hal ini diperlukan untuk :
A. Mendapatkan data sebanyak mungkin
B. Melengkapi gambar kerja dengan data teknis dan non teknis yang dibutuhkan
C. Menurunkan resiko tegangan
D. Bahan referensi dan perbandingan
E. Pemilihan bahan yang optimal
Answer: B
17.Bahan logam yang banyak dipergunakan sebagai bahan solder dan bahan pesawat terbang ..
A. timah hitam (lead) dan baja
B. timah hitam (lead) dan almunium
C. almunium dan baja
D. baja dan kromium
E. baja dan seng
Answer: B
18.Alat untuk membuat ulir luar adalah …….
A. Tap
B. Seney
C. Bor
D. Gerinda
E. Reamer
Answer: B
19.Lambang berikut ini, menunjukkan lambang las sudut dengan proses pengelasan ...
A.SMAW
B.GMAW
C.FCAW
D.GTAW
E.OAW
Answer: A
20.Menurut American Welding Society (AWS), kode elektroda dinyatakan dengan E diikuti dengan 4 atau lima digit. Digit terakhir (ke empat/ lima) menunjukkan tentang jenis arus dan tipe salutan. Untuk tipe salutan oksida besi ditunjukkan pada kode ...
A. Exxx6
B. Exxx7
C. Exxx3
D. Exxx4
E. Exxx5
Answer: B
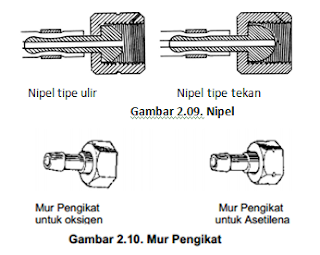
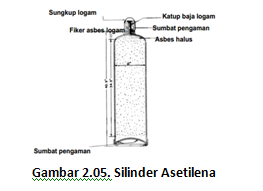
21.Regulator meter tekanan gas pada las Asetelin dihubungkan pada botol dengan mur nipel, Kedua jenis regulator tersebut mempunyai ciri ulir yang berbeda , untuk ulir kiri biasanya terdapat pada mur nipel :
A. Regulator gas oksigen
B. Regulator gas Asetelin
C. Regulator gas Argon
D. Regulator gas Aktif
E. Regulator gas Karbon dioksida
Answer: B
22.Untuk mengelas baja lunak pada proses las oksi-asetilena digunakan Nyala api las ...
A. Netral
B. Oksidasi
C. Karburasi
D. Netral sedikit oksidasi
E. Netral sedikit karburasi
Answer: A
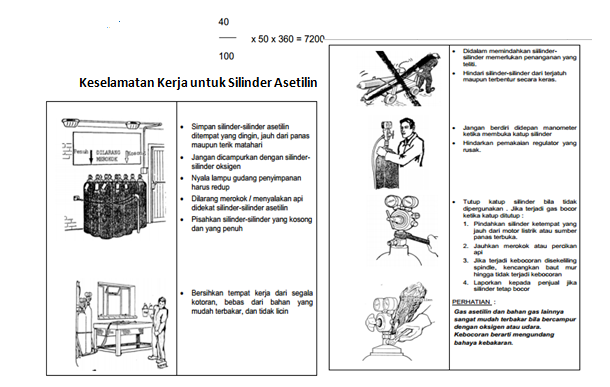
23.Peralatan yang umumnya digunakan pada penyimpanan material yang akan dilas adalah :
A. Penjepit, palu, dan sikat baja
B. Penjepit, sikat baja, dan pahat
C. Pahat, palu, dan gerinda/kikir
D. Penjepit, palu dan pahat
E. Palu, sikat baja, dan pahat
Answer: D
24.Pada proses las MIG diperlukan Wire, fungsi dari Wire tersebut adalah sebagai....
A. Pembakar
B. Busur api
C. Penghantar listrik
D. Bahan tambah
E. Pembersih benda kerja
Answer: D
25.Diketahui kode elektroda E .70 XX . Menurut American Welding Society( AWS ). Simbol/kode elektroda seperti diatas angka 70 menunjukkan ….
A. jenis kawat inti
B. posisi pengelasan
C. jenis salutan
D. jenis mesin las
E. kekuatan tarik minimum sebesar 70.000 psi
Answer: E
26.Elektroda mana yang paling sesuai untuk mengelas baja karbon sedang :
A. E 6013
B. E 9016
C. E 8018
D. E 9018
E. E 7013
Answer: A
27.Pada mesin las gas metal untuk mendapatkan aliran kawat untuk pemakanan factor terpenting yang harus diperhatikan dalam penyetelan adalah :
A. Besar gaya tekan rol penekan pada kawat
B. Diameter kawat las
C. Bentuk produk kawat las
D. Jenis kawat las
E. Bentuk rol penekan
Answer: B
28.Cacat las permukaan yang sering terjadi pada las gas metal adalah :
a. Retak penyusutan
b. Retak logam induk
c. Lubang halus ( porosity )
d. Peleburan yang kurang baik
e. Penetration
Answer: C
29.Logam dibawah ini yang termasuk ke dalam logam ferro adalah ..
A. Alumunium
B. Plastik
C. Perak
D. Carbon steel
E. Mika
Answer: D
30.Diketahui kode elektroda Exx2x. Menurut AWS, angka 2 menunjukkan elektroda dapat digunakan untuk ...
A. Semua posisi
B. Posisi dibawah tangan dan horizontal
C. Semua posisi kecuali arah turun
D. Posisi dibawah tangan
E. Posisi Vertikal
Answer: B
31.Lihat gambar mistar sorong dengan ketelitian 0,05. Ukurannya menunjukkan:
A.30,70
B.37,25
C.30,60
D.37,55
E.40,30
Answer: D
32.Cara membersihkan geram-geram pada sela gigi-gigi kikir adalah disikat:
A. Searah gerakan kikir
B. Tegak lurus alur gigi kikir
C. Searah dengan alur gigi kikir
D. Tegak lurus dengan sisi kikir
E. Sejajar dengan sisi kikir
Answer: C
33.Regulator meter tekanan gas pada las Asetelin dihubungkan pada botol dengan mur nipel, Kedua jenis regulator tersebut mempunyai ciri ulir yang berbeda , untuk ulir kiri biasanya terdapat pada mur nipel :
A. Regulator gas oksigen
B. Regulator gas Asetelin
C. Regulator gas Argon
D. Regulator gas Aktif
E. Regulator gas Karbon dioksida
Answer: B
34.Komponen/bagian peralatan pengelasan harus dihubungkan/dirangkai dengan kuat. Apa yang akan terjadi apabila sambungan tidak kuat:
A. Tidak dapat mengalirkan arus
B. Terjadi loncatan bunga api
C. Tidak akan terjadi busur las
D. Seluruh kabel las akan menjadi panas
E. Sikring pada mesin las putus
Answer: B
35.Yang perlu diperhatikan dalam pemilihan jenis elektroda adalah :
A. Jenis dan tebal material yang dilas
B. Output mesin las dan tebal material yang dilas
C. Output mesin las dan jenis material yang dilas
D. Tebal dan panjang material yang dilas
E. Jenis mesin las yang digunakan
Answer: A
36.Yang bukan bagian dari rangkaian perangkat alat mesin las gas metal ( GMAW ) adalah :
A. Mesin las DC
B. Gas pelindung
C. Pengatur aliran kawat da torch
D. Alat pemanas
E. Flow meter ( Regulator )
Answer: B
37.Dari pernyataan dibawah ini yang tidak termasuk symbol posisi pengelasan pipa sambungan tumpul pada proses las gas tungsten adalah ..
A. 6 G
B. 5 G
C. 3 G
D. 2 G
E. 1 G
Answer: C
38.Cacat las permukaan yang sering terjadi pada las gas metal adalah :
A. Retak penyusutan
B. Retak logam induk
C. Lubang halus ( porosity )
D. Peleburan yang kurang baik
E. Penetration
Answer: C
39.Pada sambungan T dengan proses pengelasan SMAW biasanya disebut dengan istilah
A. Butt Join
B. Grovee
C. Butt
D. Tack weld
E. Fillet Join
Answer: E
40.Salah satu elektroda tungsten pada proses GTAW/ TIG adalah EWTh2 , pengertian dari jenis elektroda tersebut adalah..
A. Cerium 2%
B. Zircon 2%
C. Mangan 2%
D. Thorium 2%
E. Tungsten 2%
Answer: D





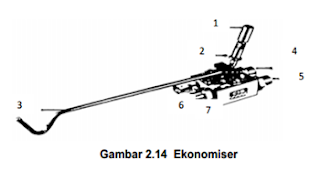 Prinsip kerja ekonomiser adalah sebagai berikut:
Prinsip kerja ekonomiser adalah sebagai berikut: a)Carilah jarum pembersih yang diameternya sesuai dengan diameter lubang mulut pembakar.
a)Carilah jarum pembersih yang diameternya sesuai dengan diameter lubang mulut pembakar. Korek Api Las
Korek Api Las