Baja Perkakas.

pendinginan.
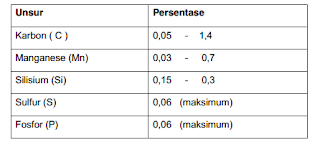
Komposisi yang umum dari baja karbon yang digunakan untuk membuat baja perkakas adalah: Karbon (C) 1,0% ; Sulfur (S) 0,04%; Manganese (Mn) 0,3% ; Fosfor (P) 0,04% ; Silisium (Si) 0,25%.
Baja perkakas dibuat dalam berbagai kelas untuk berbagai aplikasi.
Pilihan kelas yang dipilih bergantung dari keperluan, seperti contohnya ujung pemotongan yang tajam atau tidak tajam, seperti pada stempel, atau tool yang harus menahan beban dan kondisi pelayanan seperti yang terjadi pada hand tools misalnya kampak, pick, dan perkakas
penggali batu. Kelas karbon yang lebih tinggi digunakan untuk aplikasi- aplikasi seperti stempel, alat-alat pemotong logam, dsb.
Pemanasan yang diberikan untuk baja perkakas adalah dengan temperatur dari 760 0 ÷ 820 0 C dengan pendinginan air dan diikuti dengan penemperan dari 150 0 ÷ 320 0C bergantung pada kekerasan dan kekuatan yang diperlukan. Kekerasan yang diperlukan setelah penemperan berkisar antara 58 ÷ 64 H Rc.
Baja Paduan.
Penambahan unsur-unsur paduan akan dapat mempertinggi kemampuan pengerasan, kemampuan regang, stabilitas dalam kerja, dan daya tahan terhadap korosi dan panas. Unsur-unsur paduan akan dapat memperlambat transformasi melalui batas kritis selama pemberian panas, oleh karena itu baja paduan bisa didinginkan secara lebih lambat dibandingkan baja karbon biasa. Baja tersebut bisa didinginkan dengan oli atau dalam beberapa baja dengan semprotan
udara. Peningkatan kemampuan regang pada baja paduan adalah yang paling penting. Walaupun baja karbon yang kekuatannya sama bisa dibuat sekuat baja paduan, baja karbon tidak akan memiliki kemampuan regang yang sama dan tidak memberikan servis yang
sama dengan baja paduan yang kekuatannya sama. Sifat-sifat penting dari baja paduan.
1. Kemampuan dikeraskan.
Keberadaan satu atau lebih elemen-elemen paduan dapat mempertinggi kemampuan baja untuk bisa lebih mudah dikeraskan dan dengan ketebalan / kedalaman yang lebih tinggi / dalam.
2. Stabilitas pada pengerasan.
Untuk tujuan tertentu seperti stempel gerakan pada pengerasan dapat dikurangi hingga sekecil mungkin. Baja stempel paduan tertentu memiliki sifat stabil pada proses pengerasan dalam tingkat yang tinggi.
3. Daya tahan terhadap aus.
Kekerasan akan mempertinggi daya tahan terhadap aus. Apabila khrom dan tungsten yang dipadukan ke baja, maka daya tahan baja terhadap aus akan bertambah.
4. Kekuatan.
Sifat ini secara umum berhubungan dengan baja karbon. Namun demikian , untuk aplikasi tertentu pada alat kerja seperti misalnya stempel uang logam, baja yang digunakan harus tahan terhadap
hentakan/pukulan. Lebih jauh lagi, semua alat pemotong harus cukup kuat untuk dipakai memotong. Tingkat kekuatan yang diperlukan dicapai dengan proses tempa. Alat-alat dari baja
paduan dan baja stempel yang bisa dikeraskan dan ditempa biasanya lebih kuat dari pada baja karbon biasa.
5. Ukuran grain.
Grain adalah hal yang penting . Baja perkakas yang ideal dihaluskan dengan baik. Pemanasan yang terlalu tinggi akan mengasarkan struktur baja dan ukuran grain akan semakin besar. Hal ini akan mengurangi nilai kekerasan dan oleh karena itu harus selalu dijaga agar tidak terjadi overheating. Vanadium digunakan untuk menghambat pertumbuhan grain.
6. Daya tahan terhadap penghalusan pada penempaan.
Sifat yang penting ini diperlukan pada baja perkakas berkecepatan tinggi dan baja stempel untuk pekerjaan panas. Tungsten dan molybdenum akan memberikan sifat ini pada baja jenis ini.
7. Daya tahan terhadap korosi.
Baja yang mengandung khrom lebih dari 11,5 % adalah tahan karat yang disebabkan oleh selaput kenyal oksida khrom yang ada dipermukaan baja. Jika selaputnya putus (misalnya akibat dari penghalusan) selaput tersebut akan terbentuk kembali. Bila khrom digabungkan dengan nikel, hasilnya akan membentuk baja yang sangat tahan terhadap korosi dan pengaruh panas.
Unsur-unsur paduan dan pengaruh-pengaruhnya terhadap baja.
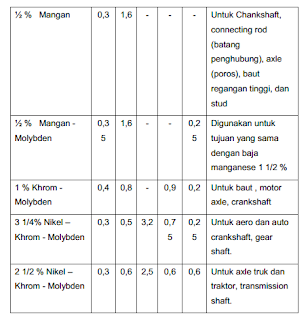
a. Manganese (Mn).
Manganese dipadukan pada semua baja. Bila proporsi paduannya berkisar antara 1 sampai 1,6 %, akan dapat meningkatkan kemampuan untuk bisa dikeraskan dan dapat memperkaya sifat-sifat mekanis dari baja tersebut. Bila manganese ada dalam jumlah yang besar akan menghasilkan baja yang mengeras yang mana kulit dari struktur yang dikeraskan akan muncul.
b. Khrom (Cr).
Khrom dapat mempertinggi kemampuan untuk bisa dikeraskan dan juga dapat mempertinggi sifat-sifat mekanik. Khrom, nikel dan kadang – kadang molybdenum seringkali
dipadukan pada pembuatan baja. Bila kandungan khrom sekitar 11,5 % atau lebih tinggi, baja yang dihasilkan adalah baja yang tahan terhadap korosi, karena adanya lapisan kenyal oksida khrom yang ada dipermukaan.
c. Nikel (Ni ).
Nikel bisa menambah kemampuan untuk dikeraskan dan kaya akan sifat-sifat mekanik bila dipadukan hingga mencapai 5 %. Bila dipadukan dengan khrom dalam jumlah yang besar akan menghasilkan baja yang tahan korosi dan tahan panas.
d. Tungsten (W).
Tungsten juga mempertinggi kemampuan untuk dikeraskan.
Tungsten ini di padukan pada baja perkakas dan beberapa baja stempel panas untuk meningkatkan daya tahan terhadap aus dan daya tahan terhadap penghalusan pada penempaan.
e. Vanadium (V).
Vanadium meningkatkan kemampuan untuk dikeraskan dan sifat-sifat mekanisnya. Vanadium memperkecil ukuran grain dan merupakan elemen yang penting pada beberapa baja
perkakas, baja karbon, dan baja konstruksi.
f. Molybdenum (Mo).
Molybdenum meningkatkan kemampuan untuk dikeraskan dan kaya akan sifat-sifat mekanis. Molybdenum sekarang digunakan dalam berbagai tipe baja bubut cepat, khususnya
untuk baja yang digunakan untuk membuat gergaji dan bor.
Bila dipadukan dengan Nikel Khrom akan dihasilkan paduan baja berkekuatan tinggi dengan tegangan tarik melebihi 12 X 10 2N/mm2
.
g. Kobalt (Co) dan Silikon (Si).
Unsur penting lain yang ditemukan pada baja paduan adalah Kobalt dan Silikon. Kobalt digunakan pada baja perkakas untuk meningkatkan “ketahan panas“yaitu kemampuan untuk
tahan terhadap aus pada temperatur operasional yang tinggi.
Silikon digunakan dalam pembuatan baja yang mempunyai kekuatan tinggi seperti untuk spring, tool dan baja stempel yang tahan terhadap hentakan / pukulan.