Pemasangan dan pengecekan sambungan peralatan utama yang digunakan pada pengelasan sangat penting dilakukan para pekerja las.
A. Pemasangan Bagian-bagian Utama Las Oksi Asetilena
Bagian-bagian utama yang akan dipasang/dirangkai adalah :
1) Silinder/tabung oksigen
2) Silinder/tabung asetilena
3) Regulator oksigen & Regulator asetilena
4) Slang oksigen dan Slang asetilena
5) Pembakar las
6) Tip/mulut pembakar
Peralatan yang digunakan untuk memasang atau merangkai bagian-bagian utama las oksi asetilena tersebut adalah :
a) Kunci inggris atau kunci pas dengan ukuran yang sesuai
b) Kunci sok pembuka katup silinder
c) Obeng untuk melonggarkan dan mengencangkan klem slang.
d) Cara pemasangan bagian-bagian tersebut dapat dipelajari pada uraian berikut.
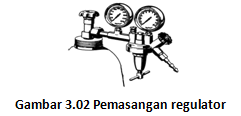
Pemasangan regulator oksigen pada silinder oksigen dapat dilihat gambar 3.02 sebagai berikut: Pada kepala silinder oksigen terdapat mur berulir untuk menempatkan regulator oksigen , sedangkan pada regulator oksigen terdapat baut berulir yang digunakan untuk menyambungkan regulator dengan silinder oksigen. Sebelum memasang regulator oksigen pada silinder oksigen disarankan membuka sebentar (“1/2 detik) katup Silinder oksigen.
Pembukaan silinder diperlukan untuk membuang debu atau kotoran lain yang terdapat di dalam mur berulir. Ulir yang terdapat pada mur kepala silinder dan baut regulator adalah ulir kanan sehingga untuk mengencangkannya diputar searah jarum jam. Untuk pemasangannya baut regulator dimasukan ke dalam mur kepala silinder secara lurus kemudian diputar searah jarum jam dengan menggunakan tangan sampai kencang hingga (tangan tidak mampu mengencangkan lagi). Untuk lebih mengencangkannya dapat digunakan kunci inggris atau pas dengan ukuran yang sesuai.
Pemasangan regulator asetilena pada silinder asetilena hampir sama dengan pemasangan regulator oksigen pada silinder oksigen, Perbedaannya, regulator asetilena dan silinder asetilena mempunyai ulir kiri sehingga pada waktu mengencangkan diputar berlawanan arah jarum jam seperti pada gambar 3.03.
Pemasangan slang las pada regulator adalah sebagai berikut: Longgarkan klem slang pada ujung slang las dengan obeng, kemudian masukkan pada saluran gas lalu tekan sambil diputar ke kanan dan ke kiri secara bergantian sampai pada pangkal saluran.
Apabila pada saat memasukkan slang las terlalu berat, saluran asetilena dapat diolesi sabun untuk melicinkan masuknya slang. Setelah slang las berada pada tempatnya, kencangkan baut klem dengan memutarnya searah jarum jam menggunakan obeng.
Setelah slang las oksigen dan asetilena selesai dipasang pada ujung yang satu, maka ujung yang lain dipasangkan pada pembakar. Langkah pemasangannya dapat di lihat pada gambar 3.04 berikut ini :
Bersihkan debu atau kotoran lain yang terdapat pada slang las dengan cara : memutar roda tangan/katup pemutar silinder (bila tidak ada roda tangan dapat menggunakan kunci sok) berlawanan arah jarum jam kurang lebih satu putaran. Kemudian putarlah baut pengatur regulator searah jarum jam sampai gas keluar dari ujung slang las dan menghembus kotoran yang terdapat di dalam slang, selanjutnya putar kembali baut pengatur regulator berlawanan arah jarum jam sehingga tidak ada gas yang keluar dari slang dan tutup kembali katup silinder oksigen.
Setelah slang las bebas dari kotoran pembakar dipasang pada kedua ujungnya, ujung slang las oksigen harus dipasang pada saluran oksigen.
Mur pada ujung slang las oksigen dimasukkan pada saluran oksigen pembakar secara lurus, kemudian diputar searah jarum jam dengan menggunakan tangan tangan sampai kencang.
Untuk lebih mengencangkannya dapat menggunakan kunci inggris atau kunci pas dengan ukuran yang sesuai. Pemasangan slang setilin pada pembakar tidak berbeda dengan pemasangan siang slang oksigen. Mur pada ujung slang asetilena dimasukkan pada saluran Asetilena pembakar secara lurus kemudian diputar berlawanan arah jarum jam sampai kencang, dilanjutkan dengan menggunakan kunci inggris atau kunci pas.
Mulut pembakar dimasukkan secara lurus ke dalam lubang pembakar, kemudian diputar searah jarum jam sampai penuh. Pada umumnya pemasangan mulut pembakar hanya dilakukan dengan mengunakan tangan dan tidak menggunakan kunci inggris atau alat pengencang yang lain (gambar 3.05).
B. Pemeriksaan Sambungan
Secara keseluruhan pemasangan bagian-bagian utama las oksi asetilena telah selesai, namun demikian instalasi las tersebut masih belum dapat digunakan karena belum dijamin keamanannya, mungkin masih ada kebocoran pada sambungan. Kebocoran gas terutama asetilena sangat membahanyakan; gas asetilena sangat mudah terbakar dan meledak. Oleh karena itu, sebelum digunakan instalasi las harus diperiksa sambungan-sambungannya dari kemungkinan bocor. Sambungan-sambungan yang perlu diperiksa terlihat seperti pada gambar 3.06 berikut ini:
1) Silinder dengan regulator
2) Regulator dengan slang las
3) Slang las dengan pembakar
4) Pembakar dengan tip/mulut pembakar.
Cara memeriksa sambungan adalah sebagai berikut :
1) Memutar roda putar katup silinder oksigen atau dengan kunci sok berlawanan arah jarum jam sebanyak 1 s.d. 1½ putaran hingga jarum Manometer tekanan isi menunjuk angka tertentu, sesuai dengan tekanan isi silinder. Kemudian putar baut pengatur regulator oksigen searah jarum jam sampai jarum pada Manometer tekanan kerja menunjuk angka 50 kpa atau senilai, demikian juga untuk silinder dan regulator Asetilena.
2) Oleskan air sabun pada setiap sambungan dengan menggunakan kuas. Bocoran gas dapat diketahui dari adanya gelembung-gelembung air sabun pada sambungan, bahkan jika kebocoran cukup besar akan ditemui bunyi berdesis seperti pada gambar 3.07
Apabila terjadi kebocoran hendaknya mur penghubung atau klem slang dikencangkan lagi dengan menggunakan alat yang sesuai, dan periksalah kembali.
Pemasangan bagian-bagian utama las oksi asetilena dapat dikatakan selesai apabila pada instalasi las oksi asetilena tidak ada kebocoran, yang artinya instalasi las oksi asetilena aman dipakai.
C. Review
Jawablah pertanyaan-pertanyaan dibawah dengan singkat, jelas dan benar.
Pertanyaan :
1. Tuliskan alat-alat yang perlu dipersiapkan untuk memasang bagian-bagian las oksi asetilena !.
2. Tuliskan alat dan bahan yang digunakan untuk memeriksa sambungan dari kebocoran !.
3. Sebutkan sambungan-sambungan apa saja yang mungkin mengalami kebocoran dan perlu diperiksa ?.
4. Uraikan cara pemeriksaan sambungan !.
5. Tuliskan tanda-tanda adanya kebocoran pada sambungan !.
6. Bagaimana menghindari terjadinya kebocoran pada sambungan !.
D. Lembar jawaban
1. Alat yang perlu dipersiapkan untuk pemasangan adalah :
a. Kunci inggris atau kunci pas dengan ukuran yang sesuai
b. Kunci sok pembuka katup silinder
c. Obeng untuk melonggarkan dan mengencangkan klem slang.
2. Alat dan bahan yang digunakan untuk memeriksa sambungan dari kebocoran :
a. Kuas
b. Sabun
3. Sambungan-sambungan yang mungkin bocor dan perlu diperiksa adalah :
a. Silinder dengan regulator
b. Regulator dengan slang las
c. Slang las dengan pembakar
d. Pembakar dengan tip/mulut pembakar.
4. Cara pemeriksaan sambungan adalah :
Oleskan air sabun pada setiap sambungan dengan menggunakan kuas. Bocoran gas dapat diketahui dari adanya gelembung-gelembung air sabun pada sambungan, bahkan jika kebocoran cukup besar akan ditemui bunyi berdesis.
5. Tanda-tanda adanya kebocoran pada sambungan adalah :
Bocoran gas dapat diketahui dari adanya gelembung-gelembung air sabun pada sambungan, bahkan jika kebocoran cukup besar akan ditemui bunyi berdesis.
6. Cara menghindari terjadinya kebocoran pada sambungan adalah sebagai berikut :
Apabila terjadi kebocoran hendaknya mur penghubung atau klem slang dikencangkan lagi dengan menggunakan alat yang sesuai (kunci pas atau kunci Inggris).