
Membersihkan permukaan
Kotoran-kotoran yang terdapat pada bahan/material sebelum dilas adalah : karat, cat dan minyak/oli, maka kotoran-kotoran itu harus dibersihkan sebelum dilakukan pengelasan. Bahan yang akan dilas harus bersih dan kering. Oleh karena itu setelah menerima bahan, hendaknya diteliti lebih dahulu sebelum dilas.

Membersihkan permukaan benda kerja yang akan dilas dapat dilakukan dengan 2 cara yaitu : secara mekanik dan secara kimia. Pada umumnya pembersihan permukaan benda kerja yang akan dilas dilakukan secara mekanik.
Membersihkan permukaan bahan secara mekanik dilakukan dalam beberapa cara tergantung dari jenis kotorannya. Beberapa contoh membersihan permukaan secara mekanik :
1) Karat
Kotoran ini dapat dihilangkan dengan cara dikikir, disikat baik dengan sikat kawat maupun gerinda karat, atau digosok dengan kertas ampelas/glass wool/jax, dll.
2) Cat.
Cat yang menempel pada permukaan bahan dapat dihilangkan dengan cara : disikat dengan gerinda kawat atau sikat kawat, digosok dengan kertas ampelas atau dihilangkan dengan tiner.
3) Oli/minyak.
Untuk membersihkan oli dapat menggunakan kain lap atau majun kemudian dibakar dengan nyala oksi asetilena.
Mempersiapkan Bentuk sambungan
Bentuk sambungan pada las oksi asetilena dipengaruhi oleh bentuk konstruksi dan tebal bahan yang akan disambung. Gambar 5.04 berikut, menunjukkan contoh-contoh bentuk sambungan yang banyak digunakan.
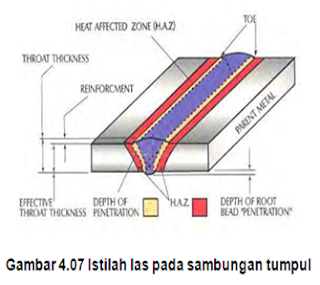
1) Sambungan tumpul
Sambungan tumpul kampuh I tertutup ini digunakan terutama untuk pelat-pelat tipis di bawah 1,5 mm.
Sambungan tumpul kampuh I terbuka, digunakan pada sambungan-sambungan pelat yang mempunyai tebal antara 1,5 s.d 3 mm. Besarnya gap disesuaikan dengan tebal bahan yang dilas.
Sambungan tumpul kampuh V terbuka, digunakan pada sambungan pelat yang mempunyai tebal antara 4,0 – 5,0 mm; besarnya gap kurang lebih 2 mm.
2) Sambungan sudut, terbagi menjadi dua yaitu : sambungan sudut luar dan sambungan sudut dalam.
3) Sambungan tumpang
4) Sambungan/pinggir, sambungan ini biasanya tanpa bahan tambah dan menggunakan plat/bahan yang tipis.
Review
Jawablah pertanyaan-pertanyaan di bawah secara singkat, jelas dan benar.
Pertanyaan :
1. Uraikan prosedur untuk mengatur tekanan kerja !
2. Ada tiga macam nyala api las yang sering digunakan, tuliskan namanya dan jelaskan pengunaan setiap jenis nyala!
3. Uraikan prosedur memperoleh ketiga jenis macam nyala api las!
4. Tuliskan kotoran-kotoran yang perlu dibersihkan dari permukaan bahan yang akan dilas!
Lembar jawaban
1. Prosedur mengatur tekanan kerja
a. Membuka katup silinder oksigen dengan kunci pembuka katup berlawanan arah jarum jam sehingga terbuka penuh.
b. Membuka katup silinder asetilena dengan kunci pembuka katup berlawanan arah jarum jam sebesar ½ sampai ¾ putaran; biarkan kunci pembuka katup menempel pada katup silinder asetilena.
c. Buka katup regulator oksigen dengan memutar baut pengatur searah jarum jam sampai jarum pada manometer tekanan kerja menunjuk pada angka yang dikehendaki
d. Lakukan seperti pada langkah di atas untuk regulator asetilena sesuai dengan angka yang dikehendaki
2 Jenis nyala api las oksi asetilena
a. Nyala api netral untuk nyala pengelasan
b. Nyala api oksidasi untuk pemotongan logam
c. Nyala api karburasi untuk las brazing
3. Prosedur untuk memperoleh tiga jenis nyala api :
a. Nyala api netral adalah oksigen dan asetilena sama besar
b. Nyala api oksidasi adalah oksigen lebih besar daripada asetilena
c. Nyala api karburasi adalah asetilena lebih besar dari pada oksigen
4. Kotoran-kotoran yang perlu dibersihkan dari permukaan bahan yang akan dilas adalah :
a. Lapisan karat pada permukaan pelat
b. Minyak dan oli
c. Oksida besi



















0 komentar:
Post a Comment