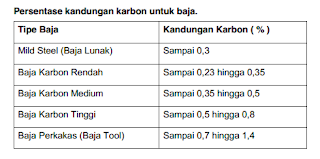
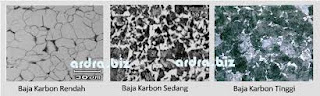
Baja karbon rendah
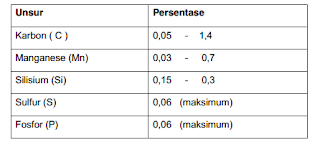
Komposisinya yang umum adalah: Karbon (C) 0.03 % ; Sulfur (S)
0,05 % maks; Manganese (Mn) 0,7 %; Fosfor (P) 0,05 % maks; Silisium (Si) 0,2 %.
Sifat-sifat mekanisnya adalah :
x Kekuatan tarik maximum 6,93 x 10 2N/mm2
x Nilai Izod impact 88 joule.
Baja Karbon Medium.
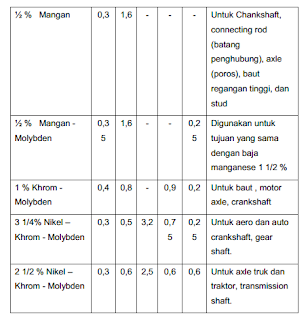
Baja karbon medium mempunyai kandungan Karbon (C) 0,35 % ÷ 0,5 %. Baja ini termasuk dalam kelompok baja yang dapat dibentuk dengan mesin dan dapat ditempa secara mudah, tetapi tidak bisa dilas semudah baja konstruksi dan baja struktural. Penambahan kandungan karbon akan mempertinggi kekuatan tarik tetapi mengurangi kemampuan regangnya. Baja karbon medium ini banyak digunakan apabila yang dipertimbangkan adalah kombinasi antara kekuatan dan kemampuan regang. Baja ini bisa digunakan untuk membuat shaft dan spindle (poros), crankshaft, axle, gear dan barang-barang tempa untuk komponen - komponen lokomotif.
Komposisi unsur paduan umumnya adalah:
x Karbon (C) = 0,43 ÷ 0,5 %;
x Fosfor (P) = 0,05 % maksimum;
x Manganese (Mn) = 0,06 ÷ 0,09 % ;
x Sulfur (S) = 0,05 % maksimum ;
x Silikon (Si) = 0,15 ÷ 0,3 %.
Dan setelah dinormalkan pada temperatur 850 0 C, sifat-sifat dari baja tersebut adalah sebagai berikut :
x Kekuatan tarik 6,93 X 102 N/mm2
x Titik patah 3,85 X 102 N/mm2
x Regangan 25 %
x Nilai izod impact 74 Joule.
Baja Karbon Tinggi (tidak termasuk baja tool).
Kandungan karbon (C) 0,5 % ÷ 0,8 %. Baja ini memiliki kekuatan tarik, kekerasan dan ketahanan terhadap korosi yang lebih tinggi, tetapi kemampuan regangnya kurang, tidak mudah dilas, dan lebih sulit dibentuk dengan mesin dibandingkan dengan kelompok yang sebelumnya. Baja ini biasanya digunakan pada kondisi tempaan dan pendinginan. Baja yang termasuk dalam kelompok ini digunakan untuk per daun dan spring koil besar (kandungan karbon
pada baja yang digunakan untuk spring koil hingga mencapai 1,0%), rel kereta api, ban roda kereta api, dan tali kawat. Kawat yang digunakan untuk kabel baja didinginkan sampai kekuatan tariknya mencapai 11 sampai 20 x 10 2N/mm2.
Komposisinya yang umum adalah : Karbon (C) 0,6 % ; Fosfor (P) 0,05 %; Silisium (Si) 0,2 %.
Dua jenis baja yang diproduksi secara lokal untuk kelompok ini adalah :
x S 1058 dengan kandungan Karbon ( C) 0,56 –0,63 %.
x S 1067 dengan kandungan Karbon ( C) 0,63 –0, 73 %.