Catatan :
Temperatur diatas hanya merupakan petunjuk prosedur pengkondisian secara umum dan temperatur pengeringan elektroda yang lebih rinci dapat diperoleh dari petunjuk dan spesifikasi melalui supplier elektroda.

Ikutilah petunjuk temperatur yang disarankan oleh pabrik pembuat elektroda tersebut, jika kurang kering maka lembab tidak akan hilang, dan jika terlalu kering dapat merubah sifat dan karakteistik pemakaian elektroda itu sendiri.
Buanglah semua elektroda yang tercemar udara lembab yang tinggi, dan jangan sekali-kali digunakan untuk mengelas material yang sensitif terhadap bahaya retak.
Pengetahuan dalam pemilihan elektroda merupakan suatu persyaratan mutlak yang harus dimiliki oleh setiap ahli las dan merupakan hal yang sangat dianjurkan bagi juru las yang baik dan berkualifikasi.
Dalam hal ini elektroda dibagi menjadi elektroda baja karbon, elektroda baja paduan dan elektroda bukan besi (non ferros). Namun elektroda berdasarkan fungsinya dalam kaitan dengan hubungan pengelasan sebagai elektroda listrik yang habis terpakai (consumable), dikarenakan adanya loncatan busur nyala listrik, yang diakibatkan adanya jarak yang sengaja dan dijaga ketetapan ukurannya antara elektroda tersebut dengan benda kerja. Elektroda ini ada yang langsung terpakai dan ada juga yang secara tidak langsung, misalnya pada las TIG / Gas Tungsten Arc Welding (GTAW). Elektroda langsung habis terpakai dipergunakan pada las busur listrik manual (Shielded Metal Arc Welding – SMAW), sedang pelindungnya dapat berupa gas yang berasal dari terbakarnya lapisan pelindung kimia (coating) elektroda tersebut atau berupa butir-butir / serbuk zat pelindung oksidasi seperti yang dipergunakan pada las busur rendam (Submerged Arc Welding – SAW).
Elektroda yang tidak langsung habis terpakai, biasanya terbuat dari logam tungsten yang tahan terhadap panas yang sangat tinggi. Elektroda jenis ini dipakai hanya untuk menghasilkan busur nyala listrik, yang nantinya dapat meleburkan logam induk dan logam tambah lainnya yang lazim disebut batang las (Welding rod). Dan sebagai alat pelindung oksidasi dipakai berbagai jenis gas pelindung seperti : Argon, Helium, Gas plasma dan lain–lain.
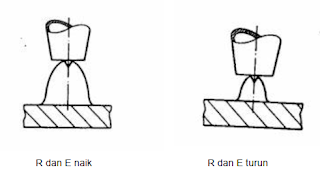
Untuk maksud penjelasan bahan tertentu, bahan tambah yang berupa elektroda atau batang las haruslah terbuat dari logam yang sama dengan bahan induk atau yang cocok / sesuai dengan logam dasar yang akan disambung. Di bawah ini dicantumkan sketsa
penampang suatu proses pengelasan SMAW dan SAW, disini tampak fungsi dari lapisan dan butir / serbuk pelindung oksidasi yang berfungsi untuk melindungi cairan logam las maupun logam yang sedang panas sampai membara dari proses oksidasi.
Lapisan pelindung oksidasi sewaktu terbakar menjadi cair dan sekaligus menghasilkan gas yang cukup banyak sehingga dapat melindungi cairan las selama proses pengelasan berlangsung. Selanjutnya cairan zat lapisan pelindung tersebut ikut mencair dan mengalir ke dalam cairan las, yang dikarenakan adanya perbedaan berat jenis yang lebih kecil dari pada cairan logam, maka dari itu cairan lapisan pelindung tersebut mengapung diatas permukaan cairan las dan selanjutnya menutupi / melindungi alur las (weld head) yang terjadi setelah cairan logam las membeku. Cairan lapisan pelindung tersebut ikut membeku dan berubah menjadi lapisan kerak yang keras dan rapuh, lazim disebut slag / terak. Slag / terak tersebut bersifat mudah pecah apabila mendingin sehingga mempermudah pembuangannya setelah fungsi perlindunganya tidak diperlukan lagi.
Butir / serbuk pelindung oksidasi sebenarnya juga terbuat dari bahan kimia yang sama dengan lapisan pelindung (coating), yakni mencair dan mengapung diatas cairan logam dan bersama-sama membeku serta sekaligus menutupi alur las yang terjadi di bawah tumpukan butir-butir pelindung oksidasi yang tidak ikut mencair. Jadi seandainya karena suatu dan lain hal butir-butir tersebut terhembus pergi sewaktu alur las belum mendingin, maka dijamin tidak akan terjadi proses oksidasi pada logam las karena adanya lindungan lapisan terak / slag tersebut.