Batang elektroda dibedakan berdasarkan pada tebal selubung dan tipe selubungnya.
Ketentuan -ketentuan yang diperlukan tersebut dapat dibaca pada tanda-tanda yang ada pada elektroda.
Berdasarkan ketebalan dari selubungnya orang dapat mengenal yaitu :
Selubung tipis dan selubung tebal, dimana angka pengenal untuk klasifikasi menunjukkan makin tebalnya selubung, tanda angka nya semakin besar.
Angka 1 dan 2 menunjukkan selubungnya tipis.
Angka 3 dan 4 menunjukkan selubungnya sedang.
Angka 5 sampai 10 menunjukkan selubungnya tebal.


Angka 11 dan 12 menunjukkan elektroda tersebut berkekuatan tinggi.
Dengan meningkatnya tebal selubung elektroda, maka sifat mekanis dari hasil pengelasan dan bahan lasnya akan semakin tinggi.
Disamping dari ketebalan selubung, jenis / tipe dari selubungnya juga dapat mempengaruhi kualitas kampuh / hasil lasan.
Tanda singkatan untuk tipe selubung tersebut terdiri dari empat huruf.
Dalam garis besarnya huruf ini berarti :
A = Kadar besi (Fe) tinggi.
B = Kadar mangan (Mn) sifat basanya tinggi.
C = Kadar selulose tinggi.
R = Kadar mineral rutil tinggi.
Jenis-jenis selubung yaitu antara lain :
A = Jenis selubung asam.
R = Jenis selubung rutil (tipis &sedang).
RR = Jenis selubung rutil (tebal).
AR = Jenis selubung rutil asam (tipe campuran).
C = Jenis selubung selulosa.
R (C) = Jenis selubung rutil selulosa (sedang).
RR (C) = Jenis selubung rutil selulosa (tebal).
B = Jenis selubung basa.
B (C) = Jenis selubung basa dengan bagian tak basa.
RR (B) = Jenis selubung rutil basa (tebal).
Beberapa huruf yang berbeda menunjukkan pada kode suatu jenis campuran, dimana jenis selubung tersebut dapat mempengaruhi pencairan dari bahan tambahnya.
Dan juga mudah atau tidak mudahnya mencairnya terak las tersebut tergantung pada jenis dari selubungnya.
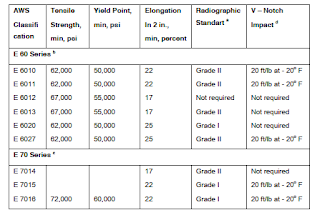
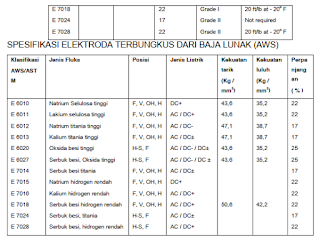


JENIS SELUBUNG, ARUS DAN POLARITAS
E XXX 0 >> Elektroda las selulosa natrium tinggi (DC +).
E XXX 1 >> Elektroda las selulosa kalium tinggi (AC atau DC +).
E XXX 2 >> Elektroda las natrium titania tinggi (AC atau DC ).
E XXX 3 >> Elektroda las kalium titania tinggi (AC atau DC r).
E XXX 4 >> Elektroda las titania, serbuk besi (AC atau DC r).
E XXX 5 >> Elektroda las natrium hidrogen rendah (DC +).
E XXX 6 >> Elektroda las kalium hidrogen rendah (AC atau DC +).
E XXX 7 >> Elektroda las serbuk besi,oksida besi (AC atau DC r).
E XXX 8 >> Elektroda las serbuk besi, hidrogen rendah (AC atau DC+).


E XXX 0 >> Elektroda las selulosa natrium tinggi (DC +).
E XXX 1 >> Elektroda las selulosa kalium tinggi (AC atau DC +).
E XXX 2 >> Elektroda las natrium titania tinggi (AC atau DC ).
E XXX 3 >> Elektroda las kalium titania tinggi (AC atau DC r).
E XXX 4 >> Elektroda las titania, serbuk besi (AC atau DC r).
E XXX 5 >> Elektroda las natrium hidrogen rendah (DC +).
E XXX 6 >> Elektroda las kalium hidrogen rendah (AC atau DC +).
E XXX 7 >> Elektroda las serbuk besi,oksida besi (AC atau DC r).
E XXX 8 >> Elektroda las serbuk besi, hidrogen rendah (AC atau DC+).