Elektroda bersalutan adalah jenis elektroda yang dipakai pada proses las busur manual, terdiri dari kawat inti dan dilapisi selaput/ salutan atau fluksi. Adapun jenis kawat inti dan salutan tersebut dijadikan faktor pembeda antara satu dengan yang lainnya pada klasifikasi elektroda.
Adanya klasifikasi elektroda diperlukan karena keberagaman jenis bahan dan bentuk konstruksi yang digunakan dalam manufaktur , sehingga dengan demikian, klasifikasi elektroda akan memudahkan dalam pemilihan dan penggunaan elektroda tersebut.
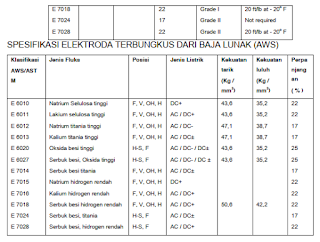
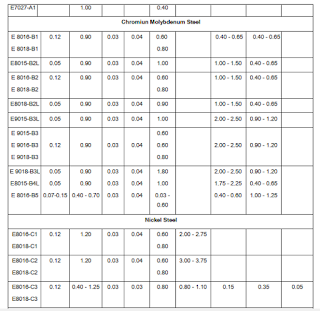
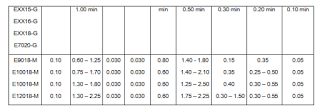
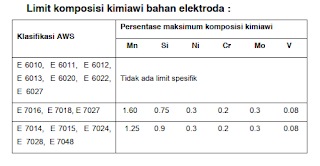
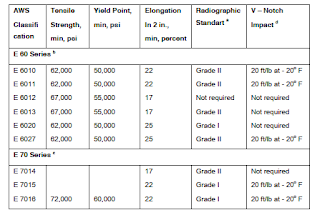
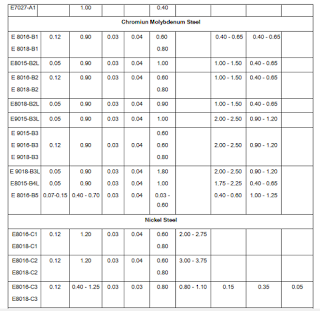
Klasifikasi elekrtoda las busur manual ini mengacu pada American Welding Society (AWS) Specification, yakni Spesifikasi A5.1 untuk mild steel dan A5.5 untuk low-alloy steel yang secara umum penamaan atau kode serta penggunaannya
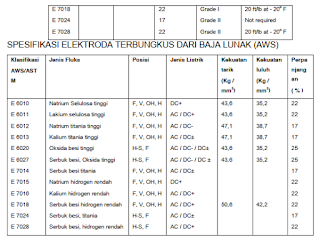
Pada las busur listrik manual (SMAW), elektroda yang digunakan adalah elektroda terbungkus, dimana terdiri dari batang kawat (inti) dan salutannya (flux). Kawat elektroda dan salutannya akan mencair didalam busur selama proses pengelasan dan membentuk rigi-rigi las / kampuh las.
Dimana salutan / fluks dari elektroda tersebut berfungsi sebagai pelindung, yang mana dapat melindungi cairan las dari pengaruh udara luar. Adapun salutan (flux) ini terdiri dari campuran bahan mineral dan zat kimia dan inilah yang menentukan karakter pengoperasian dan komposisi pada akhir pengelasan.
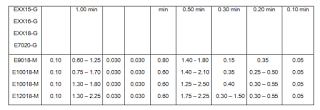
Jenis arus las yang dipakai adalah arus AC, DC + atau DC - , dan akan berubah sesuai dengan jenis elektroda yang dipergunakan dan ini diharapkan dapat memilih jenis elektroda secara berhati-hati sebelum dipergunakan untuk mengelas. Karena bila arus las yang dipergunakan sesuai dengan ukuran dan jenis dari elektrodanya, maka akan dapat menghasilkan lasan yang baik dan edial, dan bila arus las nya tidak sesuai, maka akan menyebabkan hasil lasan menjadi tidak memuaskan atau dapat dikatakan performasi dari elektroda menjadi jelek.
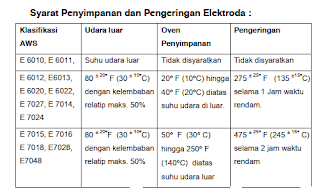
Elektroda tersebut perlu dan harus disimpan ditempat yang kering dengan temperatur ruangan kira-kira 40º C, agar tidak lembab karena adanya pengaruh kelembaban udara. Dan secepat mungkin ditutup kembali (dirapatkan) bila bungkus elektroda tersebut terbuka, dan juga seharusnya disimpan kembali didalam kabinet yang mempunyai sirkulasi udara yang temperaturnya dapat dikontrol antara 40º C sampai dengan 100º C dan juga tergantung dari jenis elektrodanya. Contoh, elektroda low hydrogen dengan temperatur 100ºC dan elektroda rutile dengan temperatur 40º C. Jadi dapat dikatakan bahwa penyimpanan, penanganan, dan perawatan elektroda tersebut adalah sangat penting artinya karena dapat menjaga agar salutan dari elektroda tetap dalam kondisi yang baik. Karena elektroda dapat menyerap embun / kelembaban udara bila penyimpanannya tidak benar, dan kelembaban ini berdampak hilangnya karakter elektroda dan kualitas endapan logam lasan. Hal ini dapat menyebabkan terjadinya porosity pada hasil lasan dan menambah lemahnya struktur lasan yang mengakibatkan retak pada saat pemakaiannya.
Masalah-masalah yang muncul akibat salutan elektroda yang terlalu lembab yaitu :
x Sulit dalam membuang terak.
x Salutan menjadi merah terbakar terutama jenis cellulosa.
x Terjadi porosity pada logam hasil lasan.
x Nyala busur menjadi tidak stabil.
x Percikan busur las berlebihan.
x Retak pada logam las atau pada daerah pengaruh panas (HAZ).
Elektroda yang lembab dapat direkondisi dan dikeringkan kembali untuk mengurangi kelembaban yang berlebihan. Tetapi bagaimanapun juga semua jenis elektroda memerlukan sedikit kelembaban dan bila terlalu kering juga dapat merusak elektroda tersebut dan berdampak pada performasinya.
Contoh :
x Elektroda Rutile.
Untuk memperoleh hasil pengelasan yang baik elektroda rutile perlu sedikit lembab, yang mana sudah direncanakan selama proses pembuatan, bahwa elektroda ini tidak boleh terlalu kering. Bila elektroda rutile ini menjadi lembab maka keringkan kembali pada temperatur 170º C selama 30 menit.
x Elektroda Cellulosa.
Elektroda cellulosa ini perlu sedikit lebih tinggi prosentase kelembabannya untuk memperoleh performasi yang lebih baik, bila terlalu kering, tegangan busur listrik menjadi berkurang dan akan berakibat pada karakter pengoperasiannya.
x Elektroda Low Hydrogen.
Apabila elektroda low hydrogen ini lembab, maka elektroda ini harus dikeringkan kembali pada temperatur antara 250º C sampai dengan 350º C selama 2 jam. Jangan melewati batas temperatur dan waktu maksimum yang diijinkan karena dapat menyebabkan perubahan kimia dalam salutannya yang akan berakibat perubahan secara tetap pada performasi elektroda tersebut.
x Elektroda bersalut serbuk Besi (Iron powder).
Elektroda dengan bahan tambah salutan serbuk besi, bila mengalami kelembaban, maka harus dikeringkan kembali pada temperatur 250º C selama 2 (dua) jam.