
Apabila suatu deposit las diberi perlakuan panas, maka suhu dan waktu rendam (Soaking time), yakni selama deposit las tersebut berada pada suhu yang dikehendaki untuk menghilangkan tegangan yang sangat berperan penting. Dimana batas mulur dan kuat tarik suatu bahan baja biasanya berkurang dengan naiknya suhu dan berjalannya waktu rendam. Sebagai contoh; dua buah benda las yang sama-sama dilas dengan elektroda low hydrogen dengan klasifikasi yang sama, maka WPS (Welding Prosedure System) sama dengan suhu antar panas sama pula, yaitu 300 r 25q F (150 r 14q C) akan berbeda kuat tariknya apabila yang satu diselesaikan tanpa perlakuan panas, sedangkan yang lain diberi perlakuan panas setelah usai dilas. Kuat tarik sambungan las yang diberikan perlakuan panas 1.150 r 25q F (620 r 14qC) menjadi 5.000 Psi lebih rendah dari yang tidak mendapat perlakuan panas
usai dilas, dan batas mulurnya menjadi 10.000 Psi lebih rendah dari yang tanpa perlakuan panas. Sebaliknya jika kedua-duanya mendapat perlakuan panas yang agak berbeda, kedua sambungan las tersebut akan memeiliki batas mulur dan kuat tarik yang hampir sama, misalnya yang satu diberi perlakuan panas 1.150 r 25q F dengan suhu antar panas 300 r 25q F (150 r14q C) dan waktu rendam 1 jam, dan yang lain diberi perlakuan panas 1.150 r 25q F dan suhu antar panas 200 hingga 225q F (93q C hingga 107q C) serta waktu rendam 8 hingga 10 jam.
Kandungan air pada salutan/lapisan pelindung (coating).
Elektroda dibuat dengan limit kandungan air pada salutannya yang dapat diterima tergantung dari jenis salutan dan kekuatan kawat intinya.
Elektroda low hydrogen E 7016, E 7018, E 7028, dan E 7048 sangat peka terhadap penyerapan air. Salutan organiknya dirancang untuk mengandung sangat sedikit kelembaban sehingga penyimpanannya harus sangat teliti / hati-hati.
Kandungan air maksimum yang diperbolehkan untuk jenis elektroda ini hanya 0,6%. Jika ternyata elektroda pernah diletakkan pada lokasi yang terbuka sehingga diperkirakan elektroda melebihi batas yang diperbolehkan, maka agar dapat dipergunakan kembali elektroda tersebut harus dipanaskan
kembali hingga 800q F (425q C) selama 2 jam untuk dapat menghilangkan kandungan air tersebut.
Berikut adalah daftar syarat-syarat penyimpanan dan pengeringan elektroda
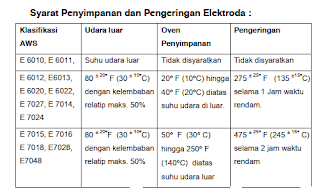
Untuk pengelasan pada daerah-daerah sub tropis maupun daerah dingin, khususnya pada musim dingin, maka diperlukan pemanasan pendahuluan bagi setiap pengelasan, demikian juga isolasi untuk memperlambat pendinginan guna mencegah proses quenching (penyepuhan). Untuk pengelasan di daerah pantai yang anginnya cukup besar, maka sebelum pengelasan kampuh harus benar-benar bersih dan kering untuk mencegah proses pengaratan akibat titik-titik air garam yang terhembus angin dan mengumpul di dalam kampuh-kampuh las.
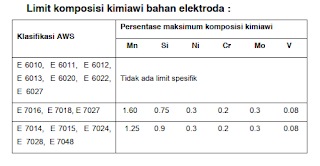
Limit komposisi kimiawi bahan elektroda :
Rangkuman
1. Pada las busur listrik manual (SMAW), elektroda yang digunakan adalah elektroda terbungkus, dimana terdiri dari batang kawat (inti) dan salutannya (flux).
2. Salutan (fluks) dari elektroda berfungsi sebagai pelindung, yang mana dapat melindungi cairan las dari pengaruh udara luar.
3. Penyimpanan, penanganan, dan perawatan elektroda sangat penting artinya karena dapat menjaga agar salutan dari elektroda tetap dalam kondisi yang baik.
4. Elektroda dibagi menjadi elektroda baja karbon, elektroda baja paduan, dan elektroda bukan besi (non ferrous).
5. Bahan tambah yang berupa elektroda atau batang las haruslah terbuat dari logam yang sama dengan bahan induk atau yang cocok dan sesuai dengan logam dasar yang akan disambung.
6. Elektroda baja karbon jenis low hydrogen sebelum digunakan, sebaiknya dipanaskan terlebih dahulu di dalam oven elektroda pada suhu 260o C hingga 427o C selama kurang lebih 2 jam.
7. Macam-macam pengujian elektroda meliputi uji analisis kimiawi, uji mekanis, uji pukul takik, uji lengkung, dan uji las fillet.
8. Tanda/kode untuk elektroda las telah dinormalisasikan menurut standart, hal ini dimaksudkan untuk meringankan tukang las dalam memilih elektroda dan mempergunakannya.
9. Kandungan air untuk lapisan pelindung elektroda baja karbon jenis low hydrogen tidak boleh melebihi 0,6% dari berat semula.



















0 komentar:
Post a Comment