Kondisi yang kurang baik dari elektroda akan berdampak terhadap proses dan hasil las, misalnya kadar air pada elektroda terlalu tinggi ( lembab ).

Hal ini akan menyebabkan keropos ( porosity ) dan/ atau keretakan pada hasil las, disamping menimbulkan masalah-masalah pada saat pengelasan, antara lain :
ƒ busur las tidak stabil
ƒ banyak percikan dan asap las
ƒ terak sulit dibersihkan
Untuk menghindari timbulnya hal-hal tersebut di atas, maka elektroda perlu selalu dijaga kondisinya sesuai dengan ketentuan masing-masing jenis elektroda.
Jika elektroda terlalu lembab, dapat dilakukan rekondisi dan dikering ulang dengan menggunakan alat pengering ( oven ) yang dapat diatur temperaturnya; dengan catatan, untuk jenis elektroda tertentu membutuhkan sedikit kelembaban agar salutannya tidak rusak.
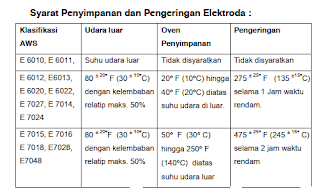
Berikut ini adalah ketentuan umum dalam merekondisi elektroda ( biasanya rekondisi elektroda direkomendasikan oleh fabrik pembuatnya ) :
1. Elektroda Rutile :
Elektroda rutile membutuhkan sedikit kelembaban untuk menghasilkan pengelasan yang baik. Ini dilakukan pada saat proses produksi.
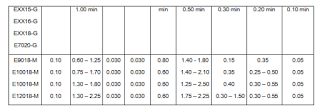
Pengeringan ulang untuk elektroda jenis rutile dilakukan pada temperature antara 700C sampai dengan 1700C selama r 30 menit.
2. Elektroda Cellulose :
Elektroda ini membutuhkan sedikit lebih banyak kelembaban untuk menghasilan pengelasan yang baik. Jika terlalu kering akan mempengaruhi busur las dan karakteristik pemakaian.
Oleh karena itu, maka elektroda jenis cellulose tidak disarankan untuk dikeringkan dengan oven, tapi cukup pada udara terbuka.
3. Elektroda Low Hydrogen :
Elektroda low hydrogen harus digunakan dalam keadaan kering, sehingga jika lembab maka harus dikering ulang pada temperature antara 3000C s.d. 3500C selama satu jam dan tidak boleh melebihi temperature maksimal, di mana hal ini akan mengakibatkan berubahnya sifat kimia dan akan bersifat
tetap.
4. Elektroda Serbuk Besi :
Elektroda serbuk besi harus digunakan dalam keadaan yang temperat kering, sehingga jika lembab maka harus dikering ulang pada temperature sekitar 1500C selama satu jam.
Rangkuman
1. Bagian-bagian elektroda, yaitu inti dan salutan elektroda, mempunyai fungsi masing-masing.
2. Ukuran diameter elektroda secara umum berkisar antara 1,5 sampai dengan 7 mm, panjang antara 250 – 450 mm, serta tebal salutan antara 10% - 50% dari diameter elektroda.
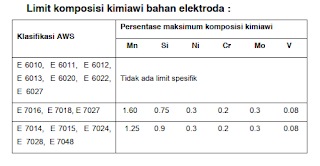
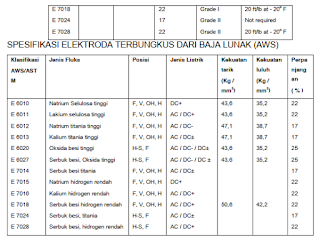
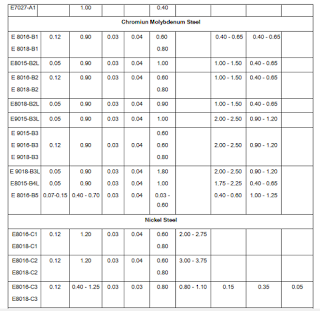
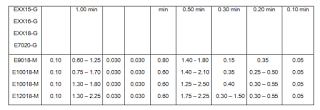
3. Tipe salutan elektroda ada empat, yaitu rutile, cellulose, serbuk besi, dan low hydrogen.
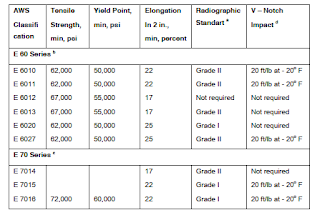
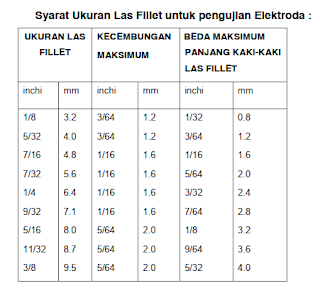
4. Penetapan penggunaan elektroda pada suatu pengelasan didasarkan pada jenis pekerjaan, tipe mesin las, dan karakteristik pengelasan.
5. Elektroda perlu disimpan secara baik dan benar, agar dapat bertahan lama.
6. Elektroda yang terlalu lembab, dapat dilakukan rekondisi dan dikering ulang dengan menggunakan alat pengering (oven) yang dapat diatur temperaturnya.