Prosedur pengelasan kelihatannya sangat sederhana, tetapi sebenarnya di dalamnya banyak masalah-masalah yang harus diatasi dimana pemecahannya memerlukan bermacam-macam pengetahuan. Karena itu di dalam pengelasan, pengetahuan harus turut serta mendampingi praktek, secara lebih terperinci dapat dikatakan bahwa perancangan kontruksi bangunan dan mesin dengan sambungan
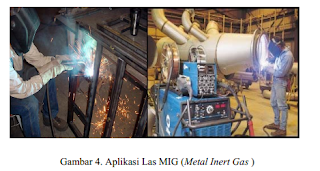
las, harus direncanakan pula tentang cara-cara pengelasan. Cara ini pemeriksaan, bahan las dan jenis las yang akan digunakan, berdasarkan fungsi dari bagian bagian bangunan atau mesin yang dirancang. Untuk mengetahui lebih jauh tentang teknik pengelasan MIG ( Metal Inert Gas )
Pengertian Pengelasan
Prosedur pengelasan kelihatannya sangat sepele dan sederhana, namun sebenarnya didalamnya banyak masalah-masalah yag harus diatasi di mana pemecahannya memerlukan bermacam-macam pengetahuan. Karena itu dalam pengelasan, pengetahuan harus turut serta mendampingi praktek.
Secara lebih terperinci dapat dikatakan bahwa dalam perancangan konstruksi bangunan dan mesin dengan sambungan las, harus direncanakan pula tentang cara pengelasan, cara pemeriksaan,bahan las dan jenis las yang akan dipergunakan berdasarkan fungsi dari bagian-bagian bangunan atau mesin
yang dirancang. Definisi las berdasarkan DIN (Deutche Industrie Normen) adalah ikatan metalurgi pada sambungan logam atau logam panduan yang dilaksanakan dalam keadaan lumer atau cair. Secara umum pengelasan dapat didefinisikan sebagai penyambungan dari beberapa batang logam dengan memanfaatkan energi panas.
Pengelasan secara umum adalahsuatu proses penyambungan logam menjadi satu akibat panas dengan atau tanpa pengaruh tekanan atau dapat juga didefinisikan sebagai ikatan metalurgi yang ditimbulkan oleh gaya tarik menarik antara atom. Menurut “Welding Handbook” pengelasan adalah
proses penyambungan bahan yang menghasilkan peleburan bahan dengan memanasinya dengan suhu yang tepat dengan atau tanpa pemberian tekanan dan dengan atau tanpa pemakaian bahan pengisi. Pengelasan adalah suatu proses penggabungan logam dimana logam menjadi satu akibat panas las,
dengan atau tanpa pengaruh tekanan, dan dengan atau tanpa logam pengisi ( Howard,1981).
Sejarah dan Perkembangan Las MIG ( Metal Inert Gas)
Las MIG ( metal inert gas) merupakan sebuah pengembangan dari pengelasan GMAW ( gas metal arc welding ). Las GMAW mempunyai dua tipe gas pelindung yaitu inert gas dan actif gas yang kemudian sering dikenal dengan sebutan las MIG ( metal inert gas ) dan las MAG ( metal actif gas ).
GMAW (gas metal arc welding) atau sering di sebut dengan las MIG ( Metal Inert Gas) mulai dikenalkan di dunia industri pada tahun 1940-an. Di awal tahun 1950 yang diprakarsai oleh Lyubavshkii and Novoshilov, melakukan pengembangan GMAW dengan menggunakan diameter elektroda yang lebih besar dan gas pelindung yang digunakan adalah karbon dioksida CO2. Pengembangan ini menghasilkan percikan elektroda yang tinggi, dan panas pada benda kerja yang sedang. Di akhir tahun1950 terjadi perkembangan dibidang teknologi power source, dan perkembangan diameter elektroda yang digunakan semakin kecil 0.035" - 0.062" (0.9 - 1.6 mm).
Proses las MIG sukses dikembangkan oleh Battele Memorial Institute pada tahun 1948 dengan sponsor Air Reduction Company. Las MIG ( metal inert gas ) pertama kali dipatenkan pada tahun 1949 di Amerika Serikat untuk pengelasan alumunium. Keunggulannya adalah penggunaan elektroda yang berdiameter lebih kecil dan sumber daya tegangan konstan (constant-voltage
power source) yang telah dipatenkan sebelumnya oleh H.E. Kennedy. Pada tahun 1953, Lyubavskii dan Novoshilovmengumumkan penggunaan proses las MIG menggunakan gas CO2 sebagai gas pelindung. Mereka juga menggunakan gas CO2 untuk mengelas besi karbon. Gas CO2 dicampur
dengan Gas Argon yang dikenal sebagai Metal Active Gas (MAG), yang kemudian berkembang menjadi proses las MAG. Perkembangannya dari tahun ke tahun mengalami peningkatan, dengan kemajuan teknologi saat ini GMAW dapat diaplikasikan pada ProsesPengelasan dengan Sistem Otomasi (robot).