
Teknik Pengontrolan Distorsi
Ada beberapa langkah untuk mengontrol pengaruh perubahan bentuk (distorsi) sewaktu proses pengelasan yang meliputi:
Teknik Mengontrol Distorsi Sebelum Pengelasan.
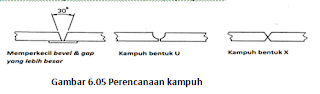
1). Perencanaan yang baik
Perencanaan kampuh yang baik adalah panjang jarak minimum yang tepat dari kampuh untuk menghindari terlalu banyaknya pengelasan.
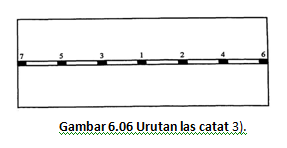
2). Pengelasan Catat
Las catat adalah pengelasan dengan jumlah sedikit merupakan titik-titik saja yang akan berfungsi seperti klem. Jumlah dan ukuran dari titik-titik pengelasan yang diperlukan untuk mempertahankan kalurusan adalah sangat tergantung pada jenis dan tebal bahan. Tehnik pengelasan catat yang benar akan mempertahankan bahan sewaktu pengelasan.
Langkah pengelasan catat dapat perhatikan pada gambar berikut, yakni berselang-seling.
3). Alat Bantu (Jig dan Fixture)
Alat bantu ini digunakan untuk mempertahankan kelurusan bahan sebelum dan selama pengelasan. Bentuk alat bantu ini sangat tergantung pada bentuk bahan yang dilas. Berikut ini adalah beberapa gambar alat bantu untuk pengelasan :

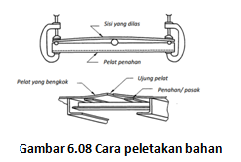
4). Pengaturan Letak Bahan (Pre-setting)
Pengatur letak bahan yang akan dilas dapat dilakukan dengan cara mengganjal untuk mengatasi konstraksi pada waktu pengelasan. Sungguhpun demikian cara meletakkan ganjal sangat tergantung pada pengalaman dan pengetahuan untuk menempatkannya secara tepat.
Teknik Menghindari Distorsi Sewaktu Pengelasan
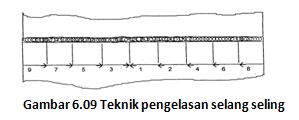
1). Pengelasan selang seling.
Apabila pengelasan secara terus menerus dari salah satu ujung ke ujung yang lain maka konstraksi akan terus bertambah selama proses pengelasan dan inilah penyebab perubahan bentuk. Ini dapat diatasi dengan tehnik pengelasan secara selang-seling dengan arah pengelasan yang berlawanan.
2). Pengelasan Seimbang
Pengelasan seimbang ini adalah seatu proses pengelasan untuk menyeimbangkan panas ke bidang pengelasan. Metode ini sering
digunakan untuk memperbaiki kebulatan poros dan setiap jalur pengelasan dilakukan berseberangan. Hal ini bertujuan untuk mempertahankan keseimbangan kontraksi dan mengurangi perubahan bentuk.
Contoh urutan pengelasan seimbang tersebut adalah seperti gambar berikut :

Prinsip yang sama juga dapat digunakan pada pengelasan kampuh V atau U ganda. Pengelasan dilakukan dengan sisi atau permukaan yang berlawanan. Konstraksi akan terjadi sama pada kedua belah permukaan. Untuk langkah pengelasan dapat diperhatikan gambar berikut.

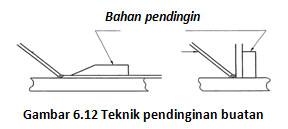
3). Pendingin Buatan
Logam pendingin ditempelkan pada logam yang dilas supaya panas pengelasan dipindahkan ke logam pendingin, logam pendingin biasanya dari tembaga atau perunggu. Selama pengelasan logam pendingin akan menyerap panas dari benda kerja. Metode ini cocok untuk pengelasan pelat tipis karena akan mengalami perubahan bentuk yang besar atau akan mudah cair jika tidak didinginkan dengan bahan / logam pendingin..



















0 komentar:
Post a Comment