
Distorsi
Semua logam akan mengembang / memuai apabila mendapat panas dan menyusut bila mengalami pendinginan, kejadian tersebut merupakan sifat dari logam itu sendiri. Seorang operator las harus memiliki kemampuan bagaimana suatu proses pengelasan dapat menghasilkan bentuk sambungan sesuai rencana yang dikehendaki dengan melakukan pengendalian terhadap pemuaian dan penyusutan yang berlebihan.

Distorsi adalah perubahan bentuk atau penyimpangan bentuk yang diakibatkan oleh panas, yang diantaranya adalah akibat proses pengelasan. Pemuaian dan penyusutan benda kerja akan berakibat melengkungnya atau tertariknya bagian-bagian benda kerja sekitar pengelasan, misalnya pada saat proses las oksi asetilin.
Penyebab dan Jenis-jenis Distorsi
a. Penyebab terjadinya distorsi
Tiga penyebab utama terjadinya distorsi (perubahan bentuk) pada
konstruksi logam dan industri pengelasan adalah :
1) Tegangan Sisa
Seluruh bahan metal yang digunakan dalam industri misalnya batangan, lembaran atau bentuk profil lainnya diproduksi atau dibentuk dengan proses-proses ini meninggalkan atau menahan tegangan didalam bahan yang disebut tegangan sisa.
Tidak selalu tegangan sisa ini menimbulkan permasalahan tapi apabila bahan menerima panas akibat pengelasan atau pemotongan dengan panas (api), tegangan sisa akan hilang secara tidak merata, maka akan terjadi perubahan bentuk (distorsi). Sebagai contoh profil I.
2) Pengelasan/ Pemotongan dengan Panas.
Sewaktu mengelas atau memotong dengan menggunakan api (panas), sumber panas dihasilkan dari nyala busur atau nyala api ini akan mengakibatkan pertambahan panjang dan penyusustan secara tidak merata. Akibatnya terjadi perubahan bentuk (distorsi).
b. Jenis-jenis Distorsi
Ada tiga jenis utama perubahan bentuk akibat pengelasan :
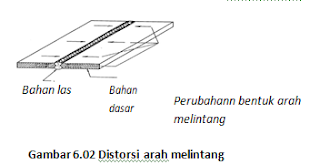
1). Perubahan Bentuk arah Melintang
Apabila mulai mengelas pada salah satu ujung, maka sisi dari ujung lain akan bertambah panjang akibat pemuaian. Pada saat pendinginan, maka sisi-sisi logam akan saling menarik dan berkontraksi satu sama lain. Pergerakan ini disebut perubahan bentuk arah melintang.
2). Perubahan Bentuk arah Memanjang
Perubahan bentuk arah memanjang adalah apabila hasil pengelasan berkontraksi dan memendek pada sepanjang garis pengelasan setelah dingin. Perubahan bentuk ini akan sangat tergantung pada keterampilan pekerjaan pengelasan.

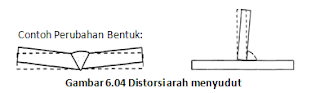
3). Perubahan Bentuk Menyudut
Perubahan bentuk menyudut adalah apabila sudut dari benda yang dilas berubah akibat kontraksi. Kontraksi lebih besar pada permukaan pengelasan karena jumlah hasil pengelasan lebih banyak.



















0 komentar:
Post a Comment