TIPE SOAL A
1.
Ilmu yang menerangkan tentang dasar– dasar pengolahan dan penyelidikan logam adalah :
A, Ilmu logam produktif b. ilmu logam aktif c. ilmu logam dasar d. ilmu logam fisik e. ilmu logam metalloid
Jawab: A
2.
Dibawa ini logam yang berbentuk bukan dari unsure dasarnya besi (Fe) dan karbon (C)kecuali :
a.
Alumunium, b. Magnesium (Mg) c. Tembaga (Cu) d. Carbida e. seng
Jawab: D
3.
Berdasarkan gambar percikan dibawa ini mana yang menunjukkan hasil percikan baja carbon tinggi !
A, gambar A b. gambar B c. gambar C d. gambar D e. gambar A dan B
Jawab: B
4.
Gas Yang dipakai pada proses pengelasan MAG adalah :
A, Helium b. Argon, c. Oxigen d. Propan e . CO 2
Jawab: E
5.
Dibawa ini yang termasuk bagian Torch las adalah :
A, ujung kontak b. wire feeder c. switch torch d. switc gas e. switc feeder
Jawab: A
6.
Piranti yang ada di regulator Las Gas Metal, yang dipakai untuk mengetahui tekanan kerja dalam satuan liter adalah :
a.
Manometer
b.
Simometer
c.
Flowmeter
d.
Thermometer
e.
Isometer
Jawab: C
7.
Dibawa ini yang bukan termasuk perangkat yang dipakai untuk proses pengelasan las gas metal adalah:
a.
Mesin las DC
b.
Tabung gas lindung
c.
Flowmeter untuk gas
d.
Kabel masa
e.
Tang kombinasi
Jawab: E
8.
Elektroda pada las gas metal berbentuk gulungan dengan panjang biasanya ratusan meter yang pada umumnya untuk ukuran ? 0,8 – 1,2 mempunyai berat
A, 12 kg b, 15 kg c. 20kg d. 10kg e. 5kg
Jawab: B
9.
Mesin las DC merupakan mesin las pembangkit arus DC yang digunakan di dalam pengelasan las gas metal jenis arus yang digunakan adalah :
a, DCRP + b. DCEN c. DCEP d.DCEN + e. DCRP
Jawab: C
10.
Fungsi dari gas lindung yang digunakan untuk pengelasan las gas metal adalah :
a.
Menstabilkan proses pengelasan
b.
Mengurangi distorsi
c.
Mempercepat proses pengelasan
d.
Agar proses pengelasan tidak terkontaminasi dengan udara luar
e.
Menghasilkan pengelasan yang sempurna
Jawab: D
11.
Yang mengatur aliran kawat, gas lindung, dan arus pengelasan adalah :
a.
Welding torch
b.
Slang utama
c.
Corong las
d.
Tabung kontak
e.
Roll slang
Jawab: A
12.
Jika akan mengelas baja tahan karat austenit, jenis elektroda apa yang akan dipakai adalah ?
a, ER70S-3 b, ER1100 c, ER70S-6 d, ER1100, ER4043 e, ER80S-D2
Jawab: C
13.
Untuk mengelas alumunium yang dikerjakan pad alas gas metal menggunakan gas…..?
A, Argon dan CO2 b, Argon c. helium d. propan e, jawaban b dan c
Jawab: E
14.
Fungsi elektroda pada proses pengelasan las gas metalah adalah ?
a.
sebagai bahan pengisi
b.
sebagai pencipta busur dan sekaligus bahan pengisi
c.
sebagai bahan utama las
d.
sebagai penyambung busur las
e.
sebagai bahan tambahan untuk pengelasan
Jawab: B
15.
Jenis bahan pelapis anti karat pada elektroda las gas metal adalah……?
A, Kuningan b, emas c, perak d, tembaga, e, alumunium
Jawab: D
16.
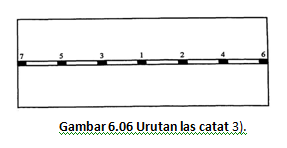
Diantara cara yang dapat meminimalkan distorsi adalah……?
a.
intermittent welding
b.
low amper
c.
high contak
d.
intermaidite welding
e.
main of flow
Jawab: A
17.
Yang disebut tegangan sisa dalam sambungan tegangan adalah….?
a.
Radius tester
b.
HAZ
c.
Rood residusl
d.
Residual Stress
e.
Gap residusl
Jawab: D
18.
Untuk menghilangkan tegangan dengan melakukan perlakuan panas disebut……..?
a.
Radius tester
b.
HAZ
c.
Stress Relieving
d.
Residual Stress
e.
Gap residusl
Jawab: C
19.
Adanya perubahan bentuk yang terjadi akibat pengelasan disebut…………!
a.
Crak
b.
Overlab
c.
Under cut
d.
Distorsi
e.
Ceropos
Jawab: D
20.
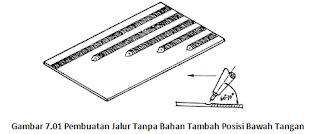
Ilustrasi gambar kerja dibawa ini menunjukkan posisi pengelasan menggunan sambungan………!
a.
sambungan tumpul kampu I tertutup posisi horizontal
b.
sambungan tumpul kampu I terbuka posisi horizontal
c.
sambungan tumpul kampu I tertutup posisi bawa tangan
d.
sambungan tumpul kampu I terbuka posisi bawa tangan
e.
sambungan tumpul kampu I posisi vetical
Jawab: B
TIPE SOAL B
1.
Proses pengelasan diperlukan persiapan yang baik diantaranya yang termasuk pada persiapan proses tersebut adalah:
a.
Jenis mesin dan bahan
b.
Jenis bahan dan ampere
c.
Tekanan ampere dan bahan
d.
Jenis mesin, bahan dan ampere
Jawab: D
2.
Pada proses las TIG memerlukan gas Argon. Gas Argon adalah sebagai :
a.
Pembakar
b.
Pelindung dan pendingin
c.
Penghantar listrik
d.
Busur api
Jawab: B
3.
Pada proses las TIG memerlukan tungsten, tungsten yang bagaimana yang diperlukan:
a.
Tungsten yang circonium
b.
Tungsten yang thorium
c.
Tungsten murni
d.
Tungsten jenis circonium dan diameter sesuai dengan colled
Jawab: c
4.
Pada proses pengelasan TIG aluminium memerlukan arus yang tepat. Arus apa yang digunakan:
a.
Arus bolak-balik (AC)
b.
Arus searah (DC)
c.
Arus AC, DC sama saja
d.
Arus DC (+) atau arus DC (-)
Jawab: c
5.
Gambar sket di atas termasuk jenis sambungan:
a.
Fillet weld c. Lap weld
b.
Butt weld d. Pad weld
Jawab: B
6.
Yang harus diperhatikan pada material yang akan dilas adalah:
a.
Ukuran kampuh c. Jarak mesin las
b.
Identitas material d. Jenis electrode
Jawab: B
7.
Alat bantu yang tidak diperlukan dalam pengelasan TIG adalah:
a.
Gas argon c. Tempat flux
b.
Pomap pendingin d. Gas oksigen
Jawab: D
8.
Untuk pengelasan plat tipis polarity yang terbaik bila menggunakan:
a.
AC c. DC SP
b.
DC RP d. Semua benar
Jawab: B
9.
Yang tidak termasuk penyebab adanya distorsi pada pengelasan adalah:
a.
Tidak adanya pemanasan awal
b.
Tidak menggunakan alat bantu jig
c.
Skill tenaga las kurang
d.
Tidak ada identifikasi material
Jawab: A
10.
Metode berikut dapat digunakan untuk memeriksa hasil pengelasan sampai ke bagian dalam:
a.
Dye penetrant c. Metode ultrasonic
b.
Metode magnetic d. Metode visual
Jawab: C
11.
Proses pengelasan TIG memerlukan tekanan gas yang seimbang. Berapa tekanan gas kerja yang seimbang tersebut:
a.
Sepuluh kali diameter elektroda (tungsten)
b.
Sepuluh kali ketebalan benda kerja
c.
Sama dengan tekanan isi
d.
Sama dengan besarnya tekanan isi dan ketebalan benda
Jawab: B
12.
Hal-hal berikut ini adalah keuntungan menggunakan las TIG dibandingkan dengan las SMAW, kecuali:
a.
Permukaan las lebih halus
b.
Sangat baik untuk menyambung benda kerja tipis
c.
Mudah dioperasikan
d.
Mesin las TIG lebih murah
Jawab: D
13.
Peralatan yang paling sering digunakan untuk memperbaiki hasil pengelasan adalah:
a.
Palu c. Gerinda
b.
Kikir d. Gergaji besi
Jawab: C
14.
Pada proses pengelasan las TIG sangat diperlukan peralatan keselamatan kerja, peralatan keselamatan kerja diantaranya:
a.
Apron
b.
Sarung tangan kulit
c.
Kaca mata
d.
Sarung tangan kulit, apron, kaca mata dan tang penjepit
Jawab: D
15.
Pada gambar kerja las pada umumnya berbentuk gambar konstruksi, gambar konstruksi terdiri dari:
a.
Pandangan atas, samping, muka
b.
Ukuran panjang, lebar, tebal
c.
Code pengelasan
d.
Pandangan dan ukuran berikut code las
Jawab: D
16.
Hambatan yang terjadi pada proses TIG:
a.
Menyetel tungsten c. Menghidupkan mesin las
b.
Menyetel jarak d. Menyetel benda kerja
Jawab: A
17.
Hal-hal berikut ini adalah penyebab terjadinya banyak spatter pada hasil pengelasan, kecuali:
a.
Jarak busur terlalu tinggi c. Kampuh las kurang bersih
b.
Amper terlalu tinggi d. Skill tukang las kurang
Jawab: C
18.
Bila terjadi cacat las pada permukaan hal-hal yang tidak boleh dilakukan adalah:
a.
Menggerinda cacat las
b.
Mengidentifikasi cacat las
c.
Memperbaiki tanpa prosedur
d.
Melaporkan kepada inspector yang berwenang
Jawab: C
19.
Manakah yang tidak termasuk parameter pengelasan:
a.
Ampere c. Tebal benda kerja
b.
Voltage d. Kecepatan
Jawab: D
20.
Cacat las yang bisa dideteksi dengan cara visual:
a.
Slag inclusion c. Incomplete fusion
b.
Retak dalam d. Spatter
Jawab: D