Peralatan Utama Las OAW diantaranya:
1) Silinder Gas
Silinder gas adalah botol baja yang dapat digunakan untuk menyimpan dan mengangkut gas. Isi gas di dalam silinder bermacam-macam mulai dari : 3500 liter, 5000 liter, 6000 liter, 7000 liter, dan seluruhnya. Pada bagian atas silinder terdapat keran/katup untuk mengisi dan mengeluarkan gas seperti pada gambar 2.02 dan 2.03.
a)Silinder oksigen
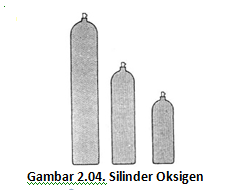
Silinder oksigen dibuat sesuai dengan keperluan, yaitu menyimpan oksigen dengan tekan maksimum 150 kg/cm2 (2200 psi). Silinder ini dilengkapi dengan alat pengaman berupa keping yang terdapat pada katup silinder lihat gambar 2.04. Isi oksingen di dalam silinder dapat dihitung dengan mengalikan volume silinder dengan tekanan didalamnya. Misalnya volume silinder 40 liter dan tekan di dalam 150 kg/cm2 maka isi oksigen adalah : 40 x 150 = 6000 liter
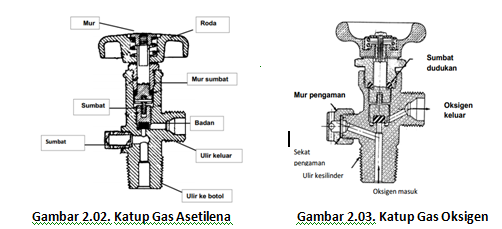
Pada keran/katup silinder terdapat ulir penghubung antara silider dengan regulator. Cara menghubungkannya ialah dengan memasukkan baut penghubung regulator pada katup silinder, kemudian diputar kearah kanan atau searah jarum jam karena ulirnya adalah ulir kanan.
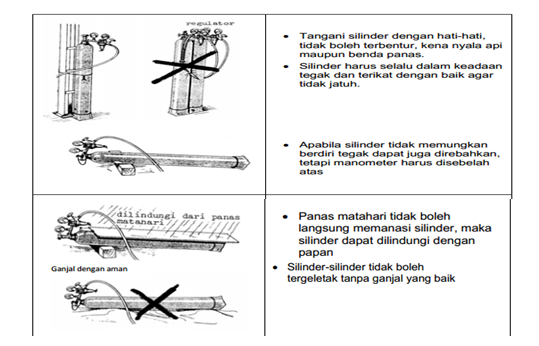
Keselamatan Kerja untuk Silinder Oksigen
Oksigen itu sendiri tidak dapat menyala dan meledak. Walaupun demikian oksigen akan menyebabkan bahan terbakar dengan tidak terkehendaki.
Adapun teknik-teknik penanganan silinder oksigen adalah sebagai berikut :
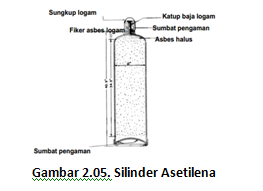
b). Silinder Asetilena
Di dalam silinder asetilena berisi bahan berpori (misalnya asbes, kapas, dan sutra). Bahan berpori ini berfungsi menyerap aseton dan aseton digunakan untuk menyimpan gas asetilena.
Aseton adalah suatu zat dimana asetilena dapat larut dengan baik di bawah pengaruh tekanan asetilena pada silinder sebesar 17.5 kg/cm2 (250 psi). Silinder asetilena di lengkapi dengan sumbat pengaman yang terdapat pada temperatur lebih kurang 100/C. Apabila karena suatu sebab silinder menjadi panas, sumbat pengaman akan melebur dan akan memberikan jalan keluar bagi gas asetilena.
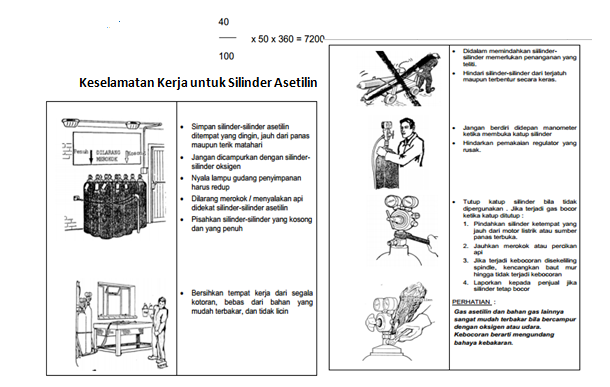
Menghitung isi asetilena dalam silinder
Jumlah aseton yang terdapat di dalam silinder adalah 40 % dari isi silinder dan setiap 1 liter aseton pada tekanan minimal 15 kg/cm2 dapat menyimpan asetilena sebanyak 360 liter. Misal isi silinder asetilena 50 liter, maka jumlah gas Asetilena di dalam silinder tersebut adalah :
2)Regulator
Regulator atau alat pengaturan tekanan, gambar 2.06 dan 2.07 berfungsi untuk :
a)Mengetahui tekanan isi silinder,
b)Menurunkan tekanan isi menjadi tekanan kerja
c)Mengetahui tekanan kerja.
d)Menjaga tekanan kerja agar tetap (konstan) meskipun tekanan isi beruba-ubah.

Pada regulator terdapat dua buah alat penunjuk terhadap tekanan atau biasa disebut manometer, yaitu :
a) Manometer tekanan isi silinder dan manometer tekanan kerja.
b) Manometer tekanan isi mempunyai skala lebih besar bila dibandingkan dengan manometer tekanan kerja.
Prinsip kerja regulator lihat gambar 2.07, dijelaskan sebagai berikut :
a) Setelah katup botol dibuka, gas tekanan tinggi dari botol masuk kedalam ruang A melalui pipa
b) Tekanannya (P1) dapat terbaca pada manometer (G0.
c) Oleh dorongan sekerup penyetel tekanan (F), maka kelep © terbuka oleh gaya pegas (E). gas masuk keruang (B)
d) Ruang (B) dan (S) dipisahkan oleh diafragma (D).
e) Bila gaya pada ruang (B) sedikit melebihi gaya dari ruang (S) (termasuk gaya pegas) maka diafragma turun dan katup (C) menutup lubang.
f) Bila gas dikeluarkan melalui brander maka gaya pada ruang B lebih kecil dari gaya pada ruang S.
g) Pada saat itu katup C terangkat oleh gaya pegas. Gas masuk ke ruang B sampai terjadi lagi keseimbangan gaya pada diafragma.
Perbedaan antara regulator asetilena dan oksigen yang paling utama adalah:
a) Regulator asetilena berulir kiri .
b) Pada waktu mengikat, putar ulirnya ke arah kiri atau berlawanan dengan arah jarum, sedangkan untuk membuka diputar ke arah kanan atau searah dengan jarum jam.
c) Reguator oksingen berulir kanan, pada waktu mengikat putaran ulirnya ke arah kanan atau searah dengan jarum jam, sedangkan untuk membuka diputar ke arah kiri atau berlawanan dengan arah jarum jam.
d) Perbedaan lainnya :
(1) Tekanan pada manometer
(a) Regulator asetilena
• Tekanan isi botol 20 s.d. 35 kg/cm2 atau yang senilai
• Tekanan kerja 2 s.d. 3,5 kg/cm2 atau yang senilai
(b) Regulator oksigen
• Tekanan kerja 200 s.d 350 kg/cm2
• Tekanan kerja 20 s.d. 30 kg/cm2 atau yang senilai
(2) Warna bak manometer (tidak mutlak)
Regulator oksigen: terdapat tulisan oksigen warna bak biru/hitam/abu-abu
Regulator asetilena: terdapat tulisan Asetilena warna bak merah.
Macam regulator
(1) Regulator satu tingkat.
(2) Regulator dua tingkat
Keselamatan Kerja untuk Regulator
Regulator terpasang di masing-masing tabung oksigen untuk mengatur keluarnya gas dari dalam tabung menuju pembakar melalui selang. Regulator memiliki dua buah manometer untuk mengetahui tekanan isi gas di dalam tabung yang disebut manometer tekanan isi. Manometer tekanan kerja untuk melihat tekanan kerja yang dipakai mengelas.
Tindakan pengamanan alat ini meliputi : tangan atau sarung tangan harus dibersihkan dari minyak atau pelumas sebelum memegang regulator. Saat memasang regulator, bagian yang harus dipegang adalah badan regulator bukan pada manometernya. Katup regulator harus dalam keadaan tertutup saat akan membuka kran tabung.
Cara membuka katup regulator dilakukan dengan memutar baut pengatur searah dengan jarum jam hingga terbuka.
Putar baut pengatur tekanan kerja secara perlahan saat mengatur tekanan kerja agar tidak merusak membran manometer. Saat dilakukan pengaturan tekanan kerja pada regulator, posisi badan berdiri di samping. Regulator yang rusak harus segera diganti untuk pemakaian selanjutnya.