
Las busur dengan elektroda logam
1.Las busur dengan elektroda berselaput (SMAW)
Las busur dengan elektroda berselaput (Selded Metal Arc Welding) proses las busur ini menggunakan elektroda berselaput sebagai bahan tambah, busur listrik yang terjadi diantara ujung elektroda dan bahan dasar akan mencairkan ujung elektroda dan sebagian bahan dasar, selaput elektroda yang turut terbakar akan mencair dan menghasilkan gas yang melindungi ujung elektroda, kawah las, busur listrik dan daerah las di sekitar busur listrik terhadap pengaruh udara luar.
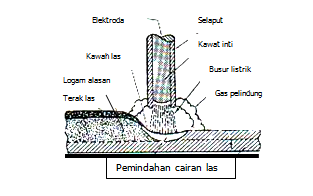
Gambar 7. Las busur dengan elektroda berselaput
Selaput elektroda atau fluksi mempunyai peranan penting pada pengelasan, dimana fungsi fluksi adalah :
1)sebagai penstabil busur listrik.
2)membentuk terak pelindung, yang akan melindungi logam las dari pengaruh udara luar.
3)membentuk gas pelindung
4)membersihkan permukaan logam las dari kotoran berupa oli dan lapisan oksida logam
5)mempermudah penyalaan busur listrik
6)memperbaiki struktur logam las yang berubah akibat proses pemanasan logam.
2.Las TIG (GTAW)
Las TIG/Tungsten Inert Gas (Gas Tungsten Arc Welding) menggunakan elektroda ujung wolfram yang bukan merupakan bahan tambah dimana busur listrik yang terjadi antara ujung elektroda wolfram dan bahan dasar adalah merupakan sumber panas untuk pengelasan, titik cair dari elektroda wolfram sedemikian tingginya sampai 3410° sehingga tidak ikut mencair pada saat terjadi busur listrik. Tangkai las dilengkapi dengan nosel keramik untuk penyembur gas pelindung yang melindungi daerah las dari pengaruh luar pada saat pengelasan. Sebagai bahan tambah dipakai elektroda tanpa selaput yang digerakkan dan didekatkan ke busur listrik yang terjadi antara elektroda wolfram dengan bahan dasar dengan gas pelindung dipakai argon, helium atau campuran dari kedua gas tersebut yang pemakaiannya tergantung dari jenis logam yang akan dilas.
Tangkai las TIG biasanya didinginkan dengan air yang bersirkulasi.
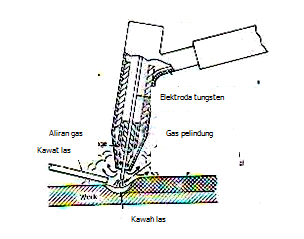
Gambar 8. Proses las listrik TIG
3.Las MIG (GMAW)
Las MIG/ Metal Inert Gas (Gas Metal Arc Welding) adalah juga las busur dimana panas ditimbulkan oleh busur listrik antara ujung elektroda dan bahan dasar dengan elektoda adalah merupakan gulungan kawat yang berbentuk rol yang gerakannya diatur oleh pasangan roda gigi digerakkan oleh motor listrik, kecepatan gerakan elektroda dapat diatur sesuai dengan keperluan.
Tangkai las dilengkapi dengan nosel logam untuk menyemburkan gas pelindung yang dialirkan dari botol gas melalui selang gas.
Gas yang digunakan adalah CO2 untuk pengelasan baja lunak dan baja, argon atau campuran argon dan helium untuk pengelasan aluminium dan baja tahan karat.
Gambar 9. Prinsip las MIG[11]
Proses pengelasan MIG ini dapat secara semi otomatik atau otomatik, semi otomatik dimaksudkan pengelasan secara manual sedangkan otomatik adalah pengelasan dimana seluruh pekerjaan las dilaksanakan secara otomatis.
4.Las listrik submerged.
Las listrik submerged yang umumnya otomatik atau semi otomatik menggunakan fluksi serbuk untuk pelindung dari pengaruh udara luar dengan busur yang terjadi pada saat pengelasan, diantara ujung elektroda dan bahan dasar berada didalam timbunan fluksi serbuk sehingga tidak terjadi sinar las keluar seperti biasanya pada las listrik lainnya sehingga operator las tidak perlu menggunakan kaca pelindung mata (helem las).
Pada waktu pengelasan fluksi serbuk akan mencair dan membeku menutup lapisan las sebagian fluksi serbuk, yang tidak mencair dapat dipakai lagi setelah dibersihkan dari terak-terak las, elektroda yang merupakan kawat tanpa selaput berbentuk gulungan (rol) digerakkan maju oleh pasangan roda gigi. Pasangan roda gigi yang diputar oleh motor listrik dapat diatur kecepatannya sesuai dengan kebutuhan pengelasan



















0 komentar:
Post a Comment