1. Deskripsi pembelajaran
Ketika kita melakukan proses pengelasan mungkin diperlukan perlakuan panas logam dasar (preheating dan atau postweld heat treatment). Preheating dan atau postweld heat treatment secara umum diperlukan untuk menjaga integritas dan mencegah karakteristik logam lasan yang tidak diinginkan. heat treatment harus dipertimbangkan untung dan ruginya secara masak dan berhatihati karena biayanya tidak sedikit dan memerlukan perhatian serta tenaga yang lebih. Perlakuan panas logam dasar pengelasan adalah suatu proses pemanasan dan pendinginan logam dalam keadaan padat untuk mengubah sifatsifat mekaniknya. Melalui perlakuan panas yang tepat, tegangan dalam dapat
dihilangkan, ukuran butir dapat diperbesar atau diperkecil.
Perlunya perlakuan panas dilakukan adalah untuk mengurangi perubahan bentuk pada saat dikerjakan atau setelah dikerjakan atau hasil suatu konstruksi, merubah sifat-sifat bahan dan menghilangkan tegangan-tegangan sisa. Sebelum benda dikerjakan dilakukan perlakuan panas yang disebut perlakuan panas awal (preheating) sedangkan setelah benda dikerjakan disebut perlakuan panas akhir
(postheating).
Beberapa jenis perlakuan panas adalah:
x Pengaruh dari pengelasan
x Perlakuan panas awal (preheating)
x Perlakuan panas sesudah pengerjaan (postheating)
x Normalizing paska pengelasan
x Pengerasan (hardening)
x Pengurangan kekerasan (tempering)
x Pelunakan (Annealing)
2. Kegiatan Belajar
2.1.1. Tujuan Pembelajaran
Setelah menyelesaikan kegiatan belajar ini siswa dapat menentukan perlakuan panas logam dasar pengelasan pada Las Busur Listrik Manual (SMAW).
2.1.2. Uraian Materi
Prosedur heat treatment (perlakuan panas) dipakai untuk mengembalikan sifat-sifat asal logam (postweld heat treatment). Yaitu membebaskan logam dari internal stresses & strains (tekanan & tegangan intern) yang ditimbulkan oleh ekspansi dan konstraksi yang terjadi selama proses
pengelasan. Selain itu juga memperbaiki sifat-sifat logam dibagian-bagian yang dilas dan yang terkena panas. Kebanyakan pengelasan baja struktural hanya melibatkan pengetahuan tentang cara yang dipakai untuk melakukan annealing dan stress relieving pada logam. Sebenarnya terdapat tiga jenis pemanasan pada logam yaitu: preheating, interpass heating dan postweld heat treating.
Ketika proses pengelasan berlangsung, logam di dalam dan di sekeliling weld joint dipanaskan dengan suhu yang beragam, tergantung dari berapa jauh jaraknya dari weld joint.
Karena pemanasan yang tidak merata, sifat-sifat logam seperti strength, ductility, grain size (besar butiran) dan sebagainya, di daerah pengelasan bisa terjadi perbedaan panas dengan daerah yang dipengaruhi oleh panas (HAZ=heat affected zone).
Sebagaimana salah satu dari enam daerah didalam sambungan las adalah daerah terimbas/pengaruh panas atau Heat Affected Zone (HAZ).
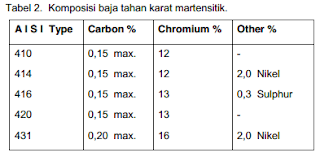
Walaupun tidak sampai mengalami pencairan, namun daerah ini telah mengalami suhu tertinggi diluar suhu pencairan, sehingga menyebabkan perubahan struktur mikro. Untuk bahan yang mengandung unsur karbon yang cukup tinggi dan pendinginan yang cukup cepat akan menghasilkan
martensit pada permukaan baja yang bersifat keras dan getas

Pengaruh dari pengelasan.
Selama proses pengelasan, panas yang ditimbulkan dapat mengakibatkan sejumlah perubahan metalurgi pada logam sekitar las (daerah yang terkena pengaruh panas). Logam lasan (kampuh las) dan logam dasar disekitamya akan terkena pengaruh panas serta logam cair di bagian tengah lasan dan logam dasar yang jaraknya tidak terlalu jauh, sampai pada temperatur kamar. Semua logam akan memuai apabila dipanaskan dan mengkerut jika didinginkan, tetapi ini biasanya tidak memberi pengaruh yang merugikan. Namun demikian dalam kondisi tertentu, ini bisa mengakibatkan keretakan pada hasil lasan atau distorsi yang tidak diinginkan.
1. Struktur Butiran (grain structure).
Masalah utama yang berhubungan dengan pengaruh pengelasan pada struktur baja adalah “ pertumbuhan butir “ (grain growth).
Pertumbuhan butiran adalah istilah yang digunakan untuk mendefinisikan pertumbuhan aktual beberapa butiran, karena adanya penyerapan butiran yang ada di sekitarnya.
Pertumbuhan butiran dan struktur butiran kasar yang dihasilkannya bisa disebabkan oleh :
x Pendinginan yang lambat dari cair ke padat.
x Membiarkan pada temperatur yang tinggi dalam waktu yang lama.
x Memanaskan kembali logam sampai temperatur di atas temperatur kritis atas.
Pengaruh adanya pertumbuhan butiran yang terjadi adalah sebagai berikut :
x Pengurangan kekuatan tarik (tensile strength).
x Pengurangan resistansi pukul takik (impact resistance).
x Pengurangan resistansi kelelahan (fatigue resistance).
x Peningkatan kemampuan pengerasan (hardenability).
x Peningkatan resistansi gerakan lambat (creep resistance).
Pertumbuhan butiran disebabkan oleh pemanasan yang lama dan pendinginan yang lambat. Dan karena proses pengelasan yang berbeda memiliki input panas dan kecepatan pendinginan yang
berbeda, maka pengaruh pengelasan pada struktur butiran akan bervariasi, ini tergantung pada sifat dan proses pengelasan yang digunakan.
Contoh proses pengelasan yang menghasilkan struktur butiran kasar yaitu :
x Proses pengelasan dengan proses las electro slag.
x Proses pengelasan submerged arc / las busur rendam.
x Proses pengelasan Oxy-acetylene (OAW).
Masing-masing proses di atas memiliki kecepatan pendinginan yang lambat dan input panas yang cepat. Dan proses pengelasan logam secara manual dan dengan gas cenderung memberikan panas yang jauh lebih terlokalisasi dan memiliki kecepatan pendinginan yang lebih cepat. Oleh karena itu, pertumbuhan butiran yang terjadi akan beragam. Penghalusan butiran justru lebih sering terjadi dalam
pengelasan multi-pass.
Pengelasan multi-pass.
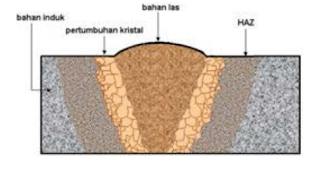
Pass pertama dalam pengelasan multi pass membentuk struktur butiran yang terbentuk dari kristal-kristal columnar yang serupa dengan struktur pengelasan single-pass. Jika pass berikutnya dibuat ketika masih dalam keadaan panas pada daerah pengelasan, maka pass kedua akan memiliki pengaruh pemanasan dan pengkristalan kembali dari pass pertama, hal ini akan mengakibatkan
penghalusan pass kedua dan selanjutnya sampai pengelasan selesai. Penguat pengelasan yang dianggap surplus, memiliki struktur butiran yang kasar, tetapi logam las yang dipakai karena
kekuatannya yang efektif tersusun dari butiran halus (lihat gambar diatas).
Penghalusan butiran yang dihasilkan dari pengelasan multi pass membuat logam las lebih kuat dan lebih keras. Akan tetapi, jika hasil pengelasan dibiarkan menjadi dingin di antara dua pass, maka
hanya permukaan yang sebelumnya dilas yang akan menjadi halus.