Konektor Lead
Untuk menghantarkan arus secara konsisten yang digunakan dalam pengelasan, semua bagian dalam
sirkuit pengelasan harus di desain dengan baik termasuk terminalnya.
Lead tembaga atau alumunium diikatkan pada mesin las dan benda kerja dengan terminal yang dilapisi atau yang tidak dilapisi.

Terminal yang tidak dilapisi disebut lugs seperti ditunjukkan pada gambar disamping. Lug ini disolder atau dilekatkan secara mekanis pada Lead, seperti ditunjukkan pada gambar. Lug merupakan alat tetap untuk menempelkan kabel elektroda dan kabel benda kerja kepada mesin atau meja kerja.
Sambungan harus tahan lama dan harus memiliki tahanan rendah agar sambungan tidak mengalami overheat selama pengelasan. Arus akan mengalir tidak stabil jika sambungannya longgar.
Juga terdapat jenis sambungan untuk menghubungkan satu Lead ke Lead lain.
Metode penyambungan terminal pada Lead dengan cara sebagai berikut:
1. Mekanik
2. Penyolderan
3. Pematrian
4. Pengelasan
Penjepit alumunium digunakan pada penyambungan kabel alumunium dengan pemegang
elektroda dan dengan terminal lain.

Namun lead juga dapat dipatri alumunium pada sambungan alumunium maupun sambungan
tembaga. Sebaiknya tidak melakukan penyambungan dengan cara pembengkokan, hal ini disebabkan lead cenderung memisah dari terminalnya jika disambung dengan cara pembengkokan. Sambungan
mekanik harus kuat dan bersih.

Metode penyambungan kabel las tembaga dengan mengelas Lead tembaga pada terminal atau
dengan bagian lain. Salah satu proses yang digunakan adalah metode pengelasan tembaga
dimana tidak memerlukan sumber panas luar. Oksida serbuk tembaga dan serbuk alumunium
ditempatkan di mangkok grafit kecil dan dipanaskan dengan alat pemercik api.
Oksidasi yang cepat pada serbuk menimbulkan panas yang cukup untuk mengelas Lead tembaga
dan terminal sehingga menghasilkan hasil las yang baik.
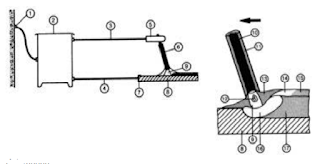
Peralatan yang diperlukan dalam penyambungan ini dan hasil Lead las ditunjukkan pada gambar disamping. Kabel dikupas lapisannya kira-kira satu inchi dari ujung yang akan disambung.
Kemudian kedua ujung kabel yang akan di sambung diletakkan pada tengah lubang penampungan, dan di kunci dengan penjepit. Bahan las dan oksidanya di bakar dengan mengunakan pemercik api selama kirakira sepuluh menit, dan akhirnya terbentuk hasil las Penyambungan yang baik pada lead benda kerja dan lead elektroda sangat penting pada mesin AC maupun DC. Lead benda kerja
biasanya diikat pada meja las memakai alat penyambung atau terminal yang dilapisi. Seringkali kabel benda kerja dikencangkan dengan artikel yang dilas, karena ukuran atau lokasinya.
Penjepit harus digunakan secara hati-hati untuk menghindari kerusakan pada permukaan logam. Juga telah tersedia terminal Lead benda kerja magnet yang mengikat dengan cepat pada bahan yang akan dilas.
Hal ini memudahkan dalam menganti posisi ground untuk memperoleh karakteristik busur yang lebih baik, dan tidak merusak atau mengganggu artikel yang dilas. Lead benda kerja baik yang disolder maupun diikat secara mekanik dengan peralatan magnet permanen ini, dan welder bisa dengan mudah memindahkan posisi pada sembarang permukaan besi.