
Perlakuan panas awal adalah pemanasan yang dilakukan sebelum benda kerja tersebut dikerjakan lebih lanjut, misalnya sebelum dilakukan pengelasan.
Temperatur pemanasan awal adalah antara 30°C – 400°C ( lihat Diagram Perlakuan Panas).
Hal ini perlu dilakukan, karena pada waktu pengelasan akan terjadi panas pada daerah pengelasan. Panas yang tinggi akan terpusat pada daerah pencairan.
Dengan bertambah jauh jaraknya busur akan berkurang panas yang terjadi.
Pemanasan dan pendinginan yang tidak merata (perubahan termperatur) akan menyebabkan. berbagai pengaruh pada daerah pengelasan misalnya keliatan, tegangan dan sifat logam Iainnya.
Dengan memanaskan logam sebelum pengelasan akan mengurangi perbedaan temperatur pada daerah pengelasan. Hal ini adalah salah satu cara untuk mengatasi perubahan-perubahan pada logam yang dilas. Proses ini disebut pemanasan awal (preheating).
Karena pemanasan sebelum pengerjaan akan mengurangi perubahan temperatur maka tentu juga akan mengurangi perubahan bentuk akibat tegangan yang terjadi karena pengaruh panas yang tinggi pada daerah las.
Tinggi temperatur pemanasan awal tergantung pada :
• Komposisi kandungan unsur dan baja
• Ketebalan benda kerja
• Sumber panas yang terjadi pada saat pengelasan
Komposisi kandungan unsur dari baja akan menentukan kekerasan baja tersebut. Misalnya baja karbon yang baru dilas dan kemudian didinginkan secara cepat, maka dapat berakibat keretakan pada benda kerja tersebut. Disini pemanasan sebelum pengenjaan diperlukan untuk memperlambat pendinginan supaya tidak retak pada daerah yang dilas/dipanaskan.
Dengan semakin tebalnya bahan, maka semakin besar pula pengaruh pendinginan dan dengan semakin tebalnya bahan maka semakin lama pemanasan awal yang dipenlukan.
Pemanasan awal pada bahan-bahan baja yang dipakai di industri manufaktur sangat bervariasi. Untuk mengetahui temperatur pemanasan awal untuk berbagal jenis dan ketebalan pelat adalah dengan cara melihat katalog yang dikeluarkan oleh fabrik pembuat baja tersebut.
Pemanasan awal ini juga sering digunakan pada pengelasan bahan-bahan yang mudah retak dan susah untuk di las yakni untuk memperlambat proses pendinginan.
Menghilangkan Tegangan Sisa (Stress Relief)
Temperatur pemanasan untuk menghilangkan tegangan sisa ( stess relieve ) adalah berkisar 590°C-670°C (lihat Diagram Perlakuan Panas).
Pemanasan sesudah pengelasan sering dilakukan dalam dunia industri. Besar temperatur tergantung pada jenis perlakuan panas. Pada dasarnya tingginya temperatur untuk menghilangkan tegangan sisa adalah dibawah temperatur kritis 723°C, karena struktur baja tidak akan berubah dibawah temperatur 723°C.
Perubahan sifat baja akan terjadi apabila temperatur melebihi 723°C dan proses perlakuan panas dapat dilihat pada diagram perlakuan panas.
Apabila tegangan sisa dihilangkan maka tegangan yang tertahan oleh bagian yang dingin sewaktu pengelasan akan hilang pula. Menghilangkan tegangan sisa ini dilakukan pada berbagal jenis pekerjaan termasuk juga pada bejana bertekanan dan ketel.
Langkah kerja menghilangkan tegangan sisa :
• Panaskan benda kerja secara bertahap ( perlahan )
• Biarkan pemanasan benda kerja ini sesuai dengan temperatur yang tepat dan waktu tertentu.
• Dinginkan benda kerja secara perlahan.
Untuk menghilangkan tegangan sisa ini dan menentukan tinggi temperatur dilakukan oleh operator perlakuan panas dan bukan oleh tukang las ini dilakukan dalam dapur pemanas atau peralatan khusus untuk perlakuan panas.
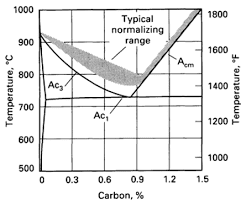
Penormalan (Normalizing)
Seluruh baja terdiri dan butiran-butiran halus. Bentuk dan ukuran dan butiranbutiran tergantung pada proses pendinginkan dan pengerjaan bahan tersebut,
Bentuk dan ukuran dan butiran sering mempenganuhi sifat bahan logam, maka proses perlakuan panaslah yang mengontrolnya.
Perubahan temperatur yang bervaniasi pada pengelasan akan menimbulkan ukuran butiran yang tidak sama pada daerah pengelasan yang akan mengakibatkan kritisnya benda kerja. Untuk mengatasi ini benda perlu dinormalkan agar mendapatkan ukuran butiran yang sama. Bahan yang telah dinormalkan akan mempunyai sifat yang merata dan Iebih liat. Langkah kerja penormalan :
• Panaskan baja kira-kira 60°C diatas temperatur kritis.
• Biarkan beberapa saat supaya pemanasan merata.
• Didinginkan dalam ruangan.



















0 komentar:
Post a Comment