Teknologi Mesin Las SMAW
Deskripsi pembelajaran
Teknologi mesin las SMAW adalah salah satu materi pembelajaran yang harus dipahami oleh peserta didik sebagai bekal untuk memahami tentang kelistrikan dasar las SMAW, perangkat apa yang dibutuhkanpada las SMAW, bagaimana Karakteristik Busur las SMAW dan unjuk kerja (duty cycle) mesin las SMAW.
Kelistrikan Dasar Las Listrik
Tujuan Pembelajaran
Setelah melaksanakan kegiatan belajar ini peserta didik dapat memahami kelistrikan dasar las SMAW.
Uraian Materi
Busur las dapat menyala bila ada aliran arus las pada nilai tertenut. Hal ini penting sebagai pengetahuan dasar yang harus dimiliki oleh seorang tukang lea sebagai pengetahuan.
Lingkaran arus :
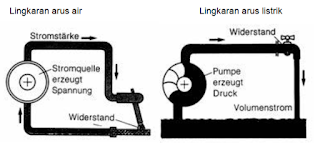
Sebagai gambaran lingkaran arus listrik, dapat dibandingkan dengan lingkaran arus air, sebagai berikut :
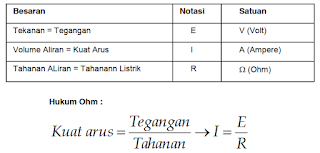
Besaran dalam lingkaran arus :
Tegangan, Arus, Tahanan dan Arus Las
Lingkaran Arus (Aliran) Air
Tenaga dorong aliran dari pompa menimbulkan tekanan volume aliran adalah aliran air setiap detik melalui pipa. Kenaikan volume aliran berbanding lurus dengan kenaikan tekanan. Besar tahanan didapat dari kran air dimana aliran air selanjutnya berkurang.
Arus Listrik
Tenaga dorong arus listrik dari sumber arus listrik menghasilkan tegangan listrik E dalam V (volt). Arus listrik terdiri dari muatan listrik (electron) yang bergerak melalui penghantar arus (konduktor). Kuat arus I dalam A (Ampere) berarti sama dengan jumlah electron tertentu pada setiap detik
dan meningkat sesuai dengan kenaikan tegangan sumber arus.
Tehanan listrik R dalam : (Ohm) terjadi pada media penghantar arus yang jelek dan sulit dialiri arus listrik. Semua tahanan listrik dalam lingkaran aurs, menimbulkan pengurangan kuat arus.
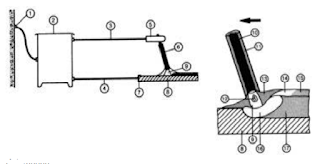
Lingkaran Arus Las
Tahanan utama dalam lingkaran arus las terjadi pada busur las dan menentukan nilai kuat arus dan tegangan busur. Selanjutnya tahanan yang kecil terletak dipenghantar arus las (kabel-kabel las). Dengan demikian panjang pendeknya busur las menentukan kuat arus dan tegangan dalam
lingkaran arus las.
Macam-macam Arus
Pada arus searah electron bergerak dalam lingkaran arus pada arah searah dan kutub negative ke kutub positif.
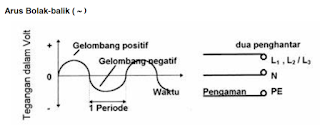
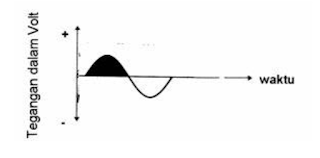
Arah gerakan electron-elektro dalam lingkaran arus searah adalah berubah-ubah secara periodic yang tetap. Dalam satu detik terjadi seratus kali putaran antara kutub positif dan kutub negative atau 50 periode (50 Hertz). Dengan demikian tegangan berubah menurut kurva sinus.
Tegangan naik dari nilai nol ke nilai puncak kurva, turun kembali ke nol dan naik lagi tetapi dengan polaritas yang berlawanan (terbalik).
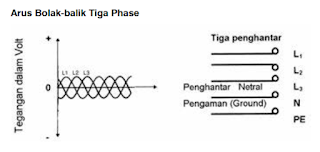
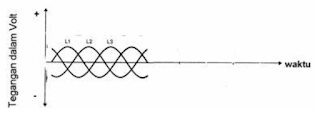
Arus bolak-balik tiga phase merupakan susunan dari tiga arus bolak-balik dengan frekuensi 50 Hz, sehingga penampang penghantarnya menjadi lebih kecil. Arus bolak-balik tiga phase umumnya digunakan untuk peraltan dengan kebutuhan arus yang besar dengan tegangan 380 Volt.
Sumber Arus Las
Ada tiga macam sumber arus las dan menghasilkan dua macam arus las seperti dapat dijelaskan dibawah ini :
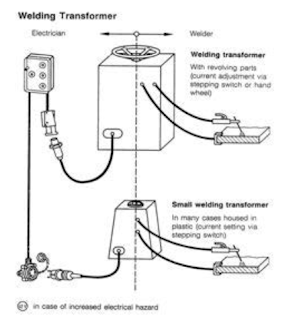
- Transformator las menghasilkan arus bolak-balik
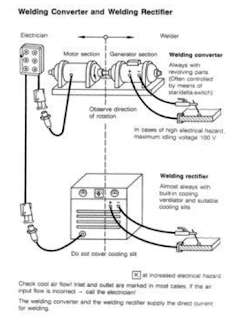
- Penyearah las menghasilkan arus searah
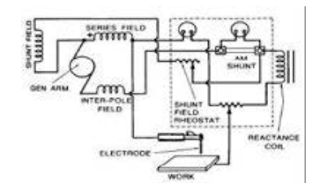
- Generator las menghasilkan arus searah
Sumber arus las secara umum harus memenuhi persyaratan sebagai berikut :
- Tegangan las rendah (r 15 sampai 100 volt)
- Arus las tinggi (r 15 sampai 400 Ampere)
- Arus las harus dapat disetel
- Jaminan keamanan terhadap hubungan pendek lingkaran arus las
- Kerugian arus las selama pengelasan, sekecil mungkin
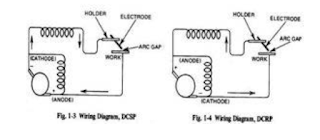
a) Menggunakan arus DC ( dirrent current).
Mesin las DC digerakan oleh generator atau perubahan dari arus AC ke DC. Dua tipe mesin las DC yaitu (1) Direct Current, Straight Polarity / DCSP ketika base metal dihubungkan dengan kutub positif mesin dan holder elektroda dihubungkan dengan sisi negatif mesin.
2/3 panas disalurkan ke base metal dan 1/3 panas ke elektroda, digunakan untuk pengelasan penetrasi dalam, temperature tinggi benda kerja. (2). Direct current,Reverse Polarity /DCRP ketika base
metal dihubungkan dengan kutub negative mesin dan holder elektroda dihubungkan dengan kutub positif mesin. 2/3 panas disalurkan ke elektroda dan 1/3 panas ke benda kerja
b) Mengunakan arus AC (alternating curent)
Mesin las AC memperoleh busur nyala dari transformator, dimana dalam pesawat ini jaring-jaring listrik dirobah menjadi arus bolak-balik oleh transformator yang sesuai dengan arus yang digunakan dalam pengelasan, pada mesin ini kabel las dapat dipertukarkan pemasangannya dan tidak mempengaruhi perobahan temperatur pada busur nyala. 50% panas disalurkan ke elektroda dan 50%
disalurkan ke base metal.
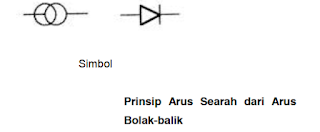
Prinsip Transformator Las
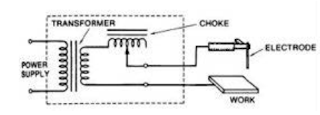
Prinsip Penyearah Las
Komponen pengarah menghasilkan arus hanya dalam satu arah. Elemen penyearah, Diode, dalam pengertian lain dapat disebut juga sebagai katup pengaman balik. Penyearah las menghasilkan arus searah.
Arus bolak-balik 1 phase
Arus searah dan arus bolak-balik 1 phase
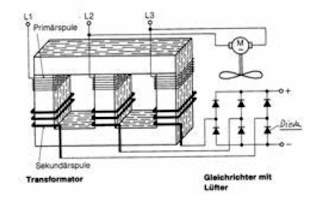
Arus bolak-balik 3 phase
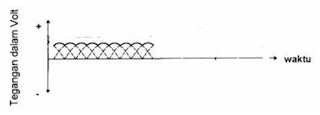
Arus searah dari arus bolak-balik 3 phase
Setiap frekuensi arus las lebih halus, maka lebih baik untuk pengelasan.
Oleh karena itu penyearah las 3 phase paling banyak digunakan.
Rangkuman
Hukum Ohm :
Ada tiga macam sumber arus las dan menghasilkan dua macam arus las seperti dapat dijelaskan dibawah ini :
- Transformator las menghasilkan arus bolak-balik
- Penyearah las menghasilkan arus searah
- Generator las menghasilkan arus searah
Sumber arus las secara umum harus memenuhi persyaratan sebagai
berikut :
- Tegangan las rendah (r 15 sampai 100 volt)
- Arus las tinggi (r 15 sampai 400 Ampere)
- Arus las harus dapat disetel
- Jaminan keamanan terhadap hubungan pendek lingkaran arus las
- Kerugian arus las selama pengelasan, sekecil mungkin
Tugas
Lakukan pengamatan pada mesin - mesin las yang ada di bengkel sekolah/industry, catat dan analisa mesin tersebut termasuk jenis mesin las apa, ciri dan data spesifikasinya bagaimana. Diskusikan dengan teman – temanmu kemudian presentasikan.