Pelajarilah soal-soal las TIG untuk Teknik Pengelasan tingkat SMK dibawah ini dengan seksama dan semoga bermanfaat!!!!!
1. Permukaan material yang akan dilas harus di bersihkan dari kotoran berupa…
a. Garam, besi crom dan minyak
b. Karat, lapisan oksida besi dan gemuk/oli
c. Lapisan oksida besi, gemuk/olidancat
d. Gemuk/oli, cat dankara
e. Cat, karat dan lapisan oksida besi
Jawab: E
2. Untuk mengukur ketebalan benda kerja digunakan
a. Jangka bengkok
b. Jangka kaki
c. Jangka hati
d. Jangka tusuk
e. Mistar sudut
Jawab: A
3. Kawat las dengan kode spesifikasi AWS ER 71 T-1, huruf T mempunyai arti :…
a. Tip
b. Tubular
c. Tungsten
d. Titania
e. Torch
Jawab: D
4. Fungsi dari elektroda tungsten adalah :
a. Pembangkit busurnya las selama dilakukan pengelasan
b. Sebagai bahan tambah.
c. Sebagai pengatur bentuknya rigi-rigi
d. Penentu besar kecilnya hasil pengelasan
e. Semua jawaban salah
Jawab: A
5. Jenis mesin Las TIG (las gas tungsten) yang digunakan untuk mengelas alumunium adalah arus.....
a. AC atau DCEN
b. DC atau DCEP
c. DC atau DCEN
d. AC/DC
e. AC atau DCEP
Jawab: E
6. Gas Argon pada proses las TIG digunakan sebagai :
a. Pembakar
b. Pelindung dan pendingin
c. Penghantar listrik
d. Busur api
e. Pembersih benda kerja
Jawab: B
7. Pada gambar rangkaian mesin las TIG, nosel pada TIG torch digunakan untuk ……
a. Mengatur tekanan gas
b. Mengatur arus
c. Mengatur tekanan kerja
d. Busur pembakar
e. Mengarahkan gas pelindung pada cairan
Jawab: E
8. Posisi nosel apabila dipasang pada torch harus dikencangkan dengan menggunakan ………
a. Kunci kusus
b. Kunci pas
c. Tangan saja
d. Kunci inggris
e. Tang
Jawab: C
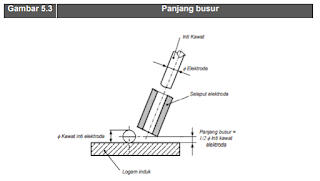
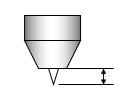
9. Pada proses pengelasan baja karbon kampuh Butt-Joint dengan proses las TIG, panjang elektroda yang keluar dari ujung nozzle sepanjang….
a. 1 - 2 mm
b. 1,5 – 2,5 mm
c. 2,5 - 3 mm
d. 3 - 4 mm
e. 6 - 8 mm
Jawab: D
10. Pada gambar dibawah adalah alat pelindung diri di pergunakan pada pekerjaan apa…
a. Memahat
b. Mengelas
c. Menggerinda
d. Mengikir
e. Mengebor
Jawab: B
11. Apabila pada proses pengelasan juru las tidak mengunakan safety shoes maka akan terjadi ganguan kesehatan pada …
a. Kepala
b. Badan
c. Dada
d. Tangan
e. Kaki
Jawab: E
12. Untuk penggunaan kaca penyaring agar tukang las bisa melihat dengan baik pada proses pengelasan menggunakan arus 300 amper ke atas maka nomor kaca yang digunakan adalah nomor......
a. 6-7
b. 8-9
c. 10-12
d. 13-14
e. 15-16
Jawab: E
13. Jenis elektroda tungsten untuk mengelas baja tahan karat, adalah ...
a. Tungsten yang circonium
b. Tungsten yang thorium
c. Tungsten murni
d. Tungsten Zirconium
e. Tungsten jenis circonium dan diameter sesuai dengan colled
Jawab: E
14. Alat pelindung diri yang perlu dipakai pada saat menyiapkan material pengelasan …
a. Kaca mata bening, sarung tangan dan sepatu
b. Kaca mata gelap, sarung tangan dan sepatu
c. Sarung tangan, apron dan kacamata bening
d. Kaca mata bening, apron dan sepatu
e. Sarung tangan, masker, air plug
Jawab: A
15. Untuk mengidentifikasi jenis material yang digunakan oleh objek/benda kerja pada proses pembuatan gambar adalah dengan..................
a. Mempertimbangkan sifat-sifat material sesuai dengan persyaratan kerja yang diperlukan
b. Mengidentifikasikan kerja, persyaratan kerja serta karakteristik material yang diperlukan
c. Menganalisa fungsi obyek/benda kerja dalam mekanisme kerja secara keseluruhan
d. Mempelajari berbagai standar material serta karakteristiknya
e. Tidak ada jawaban yang benar
Jawab: C
16. Seorang pengelas harus mampu menghindari atau mencegah terjadinya distorsi. Upaya yang tidak banyak mengurangi terjadinya distorsi adalah…
a. Menggunakan arus seminimal mungkin
b. Membuat las catat sebelum pengelasan
c. Memberikan “pre-set” setalah dilas catat
d. Menggunakan elektroda yang kecil dan pengelasan berulang-ulang
e. Memperkecil amper.
Jawab: C
17. Fungsi dari elektroda tungsten adalah :
a. Pembangkit busurnya las selama dilakukan pengelasan
b. Sebagai bahan tambah.
c. Sebagai pengatur bentuknya rigi-rigi
d. Penentu besar kecilnya hasil pengelasan
e. Semua jawaban salah
Jawab: A
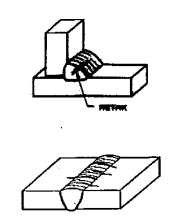
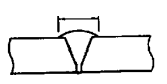
18. Gambar dibawah ini adalah contoh sambungan …
a. Fillet welding
b. Slop welding
c. Plug welding
d. Edge welding
e. Butt welding
Jawab: E
19. Salah satu elektroda tungsten pada proses GTAW/ TIG adalah EWTh2 , pengertian dari jenis elektroda tersebut adalah..
a. Cerium 2%
b. Zircon 2%
c. Mangan 2%
d. Thorium 2%
e. Tungsten 2%
Jawab: D
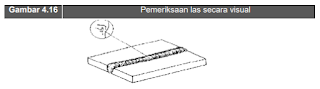
20. Cacat las harus diidentifikasi secara visual lalu ditandai untuk perbaikan. Salah satu syarat perbaikan pada cacat las....
a. Dilas kembali dengan kualitas yang seragam
b. Disikat untuk dibersihkan saja
c. Dipukul untuk diratakan kembali
d. Dipanaskan kembali untuk mencegah distorsi
e. Dibersihkan dengan air
Jawab: A
21. Sebelum benda kerja dilas, alangkah baiknya harus terbebas dari …
a. Debu
b. Serpihan logam
c. Bau
d. Cat
e. Jelaga
Jawab: D
22. Kriteria hasil las yang baik adalah kecuali
a. Benda kerja dan jalur las bersih
b. Ketinggian dan jalur las seragam
c. Penembusan jalur sesuai standar
d. Sedikit terdapat spatter
e. Tidak terdapat undercut dan overlap
Jawab: D
23. Penyebab terjadinya undercut yaitu ….
a. Lingkungan basah/lembab
b. Ampere terlalu tinggi
c. Jarak elektroda terlalu dekat
d. Jarak elektroda terlalu jauh
e. Ayunan/gerakan penarikan elektroda terlalu cepat
Jawab: B
24. Hasil pengelasan yang terdapat lubang-lubang disebut….
a. Undercut
b. Overlap
c. Porosity
d. Spatter
e. Surface concavity
Jawab: C
25. Untuk pemotongan pelat yang relatif tipis dan berbentuk cekung atau cembung, maka lebih efektif digunakan alat potong ....
a. Gunting tangan
b. Gergaji tangan
c. Gunting tuas
d. Mesin gergaji pita
e. Guillotine
Jawab: A
26. Alat pelindung diri yang perlu dipakai pada saat mengelas….
a. Kedok/helm las, sarung tangan, apron dan jaket kulit
b. Kedok/helm las, sarung tangan, apron dan topi las
c. Kedok/helm las, apron, jaket kulit dan sepatu las
d. Kedok/helm las, jaket kulit, sarung tangan dan sepatu las
e. Kedok/helm las, jaket kulit, kaca mata
Jawab: B
27. Salah satu yang tidak termasuk prosedur penerapan keselamatan kerja adalah….
a. Mengenali bahaya pada area kerja
b. Peralatan dan area kerja dibersihkan sesuai jadwal
c. Tanda bahaya dan peringatan di patuhi
d. Pakaian pengamanan digunakan sesuai aturan
e. Pengamanan oleh satuan pengaman yang terlatih
Jawab: E
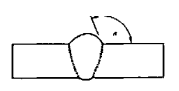
28. Simbol keselamatan kerja dilukiskan dengan gambar yang mudah difahami, lambang dibawah ini mempunyai maksud …..
a. Gunakan penutup telinga
b. Mata harus waspada
c. Rambut harus rapi
d. Gunakan masker hidung
e. Gunakan kacamata
Jawab: E
29. Prosedur penyiapan benda kerja sebelum dilakukan pengelasan adalah ….
a. Membersihkan benda kerja dari karat dan minyak
b. Mengukur dimensi benda kerja
c. Memanaskan benda kerja
d. Mendinginkan benda kerja
e. Mengecat benda kerja
Jawab: A
30. Yang termasuk palu lunak dibawah ini, kecuali…
a. Palu kayu
b. Palu kuningan
c. Palu plastik
d. Palu karet
e. Palu konde
Jawab: E
31. Dalam pemakaiannya penggores harus selalu berpasangan dengan salah satu alat ukur, yaitu
a. Rol meter
b. Jangka bengkok
c. Siku blok
d. Mistar sorong
e. Mistar baja
Jawab: E
32. Penggaris yang digunakan untuk mengukur sudut 90°, yaitu
a. Mistar sorong
b. Mistar siku
c. Mistar baja
d. Rol meter
e. Jangka bengkok
Jawab: B
33. Pada gambar dibawah menunjukan sambungan …..
a. Sambungan keeling
b. Sambungan patri
c. Sambungan lipat tunggal
d. Sambungan lipat ganda
e. Sambungan lipat tegak
Jawab: C
34. Beberapa ciri kerusakan pada kikir dapat di identifikasikan dari beberapa hal dibawah ini, kecuali…
a. gigi pemarut kikir licin bila diraba dengan tangan
b. gigi pemarut kikir terlihat banyak yang rontok
c. pada bagian sela gigi kikir terlihat banyak geram
d. terasa kasar saat digunakan untuk mengikir
e. apabila digunakan untuk mengikir terasa licin
Jawab: D
35. Proses pengelasan diperlukan persiapan yang baik diantaranya yang termasuk pada persiapan proses tersebut adalah:
a. Jenis mesin dan bahan
b. Jenis bahan dan ampere
c. Tekanan ampere dan bahan
d. Jenis mesin, bahan dan ampere
e. Jenis mesin, bahan dan alat bantu
Jawab: D
36. Pada proses las TIG memerlukan gas Argon. Gas Argon adalah sebagai :
a. Pembakar
b. Pelindung dan pembakar
c. Pelindung dan pendingin
d. Penghantar listrik
e. Busur api
Jawab: C
37. Pada proses las TIG memerlukan tungsten, tungsten yang bagaimana yang diperlukan:
a. Tungsten yang circonium
b. Tungsten yang thorium
c. Tungsten murni
d. Tungsten jenis circonium dan diameter sesuai dengan colled
e. Tungsten yang circonium bercampuran dengan thorium
Jawab: C
38. Pada proses pengelasan TIG aluminium memerlukan arus yang tepat. Arus apa yang digunakan:
a. Arus bolak-balik (AC)
b. Arus searah (DC)
c. Arus AC, DC sama saja
d. Arus DC (+) atau arus DC (-)
e. Arus AC saja
Jawab: C
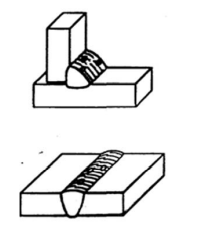
39. Gambar sket di bawah termasuk jenis sambungan:
a. Fillet weld
b. Butt weld
c. Lap weld
d. Pad weld
e. Joint weld
Jawab: B
40. Yang harus diperhatikan pada material yang akan dilas adalah:
a. Ukuran kampuh
b. Identitas material
c. Jarak mesin las
d. Jenis electrode
e. Ketebalan material
Jawab: B
41. Alat bantu yang tidak diperlukan dalam pengelasan TIG adalah:
a. Gas argon
b. Pomap pendingin
c. Tempat flux
d. Gas oksigen
e. Tang Penjepit
Jawab: D
42. Untuk pengelasan plat tipis polarity yang terbaik bila menggunakan:
a. AC
b. DC RP
c. DC SP
d. DCEN
e. Semua benar
Jawab: B
43. Yang tidak termasuk penyebab adanya distorsi pada pengelasan adalah:
a. Tidak adanya pemanasan awal
b. Tidak menggunakan alat bantu jig
c. Skill tenaga las kurang
d. Tidak ada identifikasi material
e. Pengaturan Ampere mesin las yang kurang sesuai
Jawab: A
44. Metode berikut dapat digunakan untuk memeriksa hasil pengelasan sampai ke bagian dalam:
a. Dye penetrant
b. Metode magnetic
c. Metode ultrasonic
d. Metode visual
e. Uji Bending
Jawab: C
45. Proses pengelasan TIG memerlukan tekanan gas yang seimbang. Berapa tekanan gas kerja yang seimbang tersebut:
a. Sepuluh kali diameter elektroda (tungsten)
b. Lima kali ketebalan benda kerja
c. Sepuluh kali ketebalan benda kerja
d. Sama dengan tekanan isi
e. Sama dengan besarnya tekanan isi dan ketebalan benda
Jawab: C
46. Hal-hal berikut ini adalah keuntungan menggunakan las TIG dibandingkan dengan las SMAW, kecuali:
a. Permukaan las lebih halus
b. Sangat baik untuk menyambung benda kerja tipis
c. Mudah dioperasikan
d. Mesin las TIG lebih mahal
e. Mesin las TIG lebih murah
Jawab: E
47. Peralatan yang paling sering digunakan untuk memperbaiki hasil pengelasan adalah:
a. Palu
b. Kikir
c. Gerinda
d. Gergaji besi
e. Mesin tekuk
Jawab: C
48. Pada proses pengelasan las TIG sangat diperlukan peralatan keselamatan kerja, peralatan keselamatan kerja diantaranya:
a. Apron
b. Sarung tangan kulit
c. Kaca mata
d. Sepatu Kulit
e. Sarung tangan kulit, apron, kaca mata dan tang penjepit
Jawab: E
49. Pada gambar kerja las pada umumnya berbentuk gambar konstruksi, gambar konstruksi terdiri dari:
a. Pandangan atas, samping, muka
b. Ukuran panjang, lebar, tebal
c. Code pengelasan
d. Ukuran yang berskala
e. Pandangan dan ukuran berikut code las
Jawab: E
50. Hambatan yang terjadi pada proses TIG:
a. Menyetel tungsten
b. Menyetel jarak
c. Menghidupkan mesin las
d. Menyetel benda kerja
e. Menyetel Ampere mesin las
Jawab: A
51. Hal-hal berikut ini adalah penyebab terjadinya banyak spatter pada hasil pengelasan, kecuali:
a. Jarak busur terlalu tinggi
b. Amper terlalu tinggi
c. Kampuh las kurang bersih
d. Skill tukang las kurang
e. Elektroda lembab
Jawab: C
52. Bila terjadi cacat las pada permukaan hal-hal yang tidak boleh dilakukan adalah:
a. Menggerinda cacat las
b. Mengidentifikasi cacat las
c. Memperbaiki tanpa prosedur
d. Memperbaiki dengan melakukan pengelasan lagi sesuai aturan
e. Melaporkan kepada inspector yang berwenang
Jawab: C
53. Manakah yang tidak termasuk papameter pengelasan:
a. Ampere
b. Voltage
c. Polaritas
d. Tebal benda kerja
e. Kecepatan pengelasan
Jawab: D
54. Cacat las yang bisa dideteksi dengan cara visual:
A. Slag inclusion
B. Retak dalam
C. Incomplete fusion
D. Spatter
E. Tungsten Inclusion
Jawab: D
55. Gas yang dipakai untuk proses pengelasan Gas Tunsten adalah:
a. Gas Aktif
b. Gas tidak aktif,
c. Gas Senon
d. Co2
e. Semua jawaban salah
Jawab: B