
5. Penarikan busur
Dengan tinggi/panjang busur kira–kira sama dengan diameter elektroda tunggu hingga lebar kawah las mencapai 2 kali diameter elektroda sebelum menarik busur.

Untuk yang bisa menggunakan tangan kanan penarikan busur dilakukan dari kiri ke kanan, sedangkan untuk yang menggunakan tangan kiri penarikan dari kanan ke kiri. Elektroda membentuk sudut 70-80o kearah gerakan pengelasan dan ini dinamakan sudut elektoda. Untuk mengontrol jalur pertahanan lebar kawah las 2 kali diameter elektroda.
Apabila diperhatikan di dalam kawah las dapat dilihat dua bentuk cairan yaitu cairan terak dan cairan logam.
Pengamatan mengenai cairan ini penting, hal ini untuk menghindari terjadinya cairan terak mendahului cairan logam. Karena apabila ini terjadi akan menyebabkan terak terperangkap dalam lasan dan mengurangi penembusan.
Kerusakan ini akan menyulitkan pada pengelasan berikutnya.
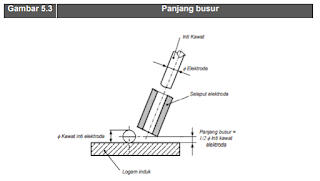
6. Panjang busur
Panjang busur yang tepat sangat mempengaruhi keberhasilan dalam mengelas dan untuk ini memerlukan beberapa kali latihan.
Kesalahan tinggi busur dapat berakibat sebagai berikut:
a. Panjang busur terlalu tinggi
Penembusan dangkal, sekitar rigi banyak percikkan, terjadi pemakanan pada kaki lasan, rigi las tidak rata atau kasar.
b. Panjang busur terlalu rendah
Rigi sempit, ada resiko ujung elektroda menempel pada permukaan benda kerja.
Sekarang dibandingkan dengan panjang busur yang benar yaitu satu kali diameter inti elektroda. Penembusan baik, rigi las rata dan bersih serta percikkan las halus mudah dihilangkan.
c. Kecepatan pengelasan
Dengan kecepatan penarikan elektroda yang benar akan diciptakan rigi las dengan penembusan , lebar dan tinggi rigi yang sesuai dengan standar.
Para pemula pada umumnya cenderung menarik elektroda terlalu cepat. Tidak ada ketentuan angka yang pasti untuk kecepatan menarik elektroda sebagai petunjuk apabila kawah las sudah mencapai lebar atau diameter 2 x diameter salutan elektroda penarikan elektroda dapat dilaksanakan. Kecepatan pengelasan tergantung dari: ukuran elektroda, besarnya arus, tebal bahan dan ukuran rigi yang diperlukan.
Rigi las sempit, tipis, penembusan dan perpaduan tidak cukup, ini diakibatkan oleh penarikan elektroda yang terlalu lambat. Ini akan menghasilkan rigi las yang lebar dan tebal. Serta ada kemungkinan kawah las akan mengalir di bawah busur sehingga penembusan berkurang dan overlap.
d. Mematikan busur
Pada akhir rigi angkatlah elektroda dengan cepat dalam rangka mematikan busur. Pengangkatan busur secara perlahan akan menyebabkan banyak percikkan. Pada akhir rigi ada kalanya berlubang karena teroksidasi (porositas). Untuk menghindari terjadinya oksidasi dapat dilakukan dengan 2 cara:
Pada akhir rigi elektroda ditekan untuk mengisi kawah, kemudian diangkat dengan cepat.
Sebelum mematikan busur dorong kembali elektroda kira–kira 5 mm dengan sudut elektroda dinaikan dengan busur pendek. Apabila jalur las disambung lagi pengisian ujung rigi tidak diperlukan.
e. Pembersihan terak
Setelah selesai mengelas tunggu terak hingga menjadi dingin sebelum dibuang dengan menggunakan pahat atau palu terak.
Dalam pembersihan terak gunakan kaca mata pengaman dan pembersih terak dilakukan dengan arah menjauhi badan. Selanjutnya gunakan sikat kawat.
D. Aktivitas Pembelajaran
PRAKTIK PEMBUATAN JALUR LAS
TUJUAN
Setelah mempelajari dan berlatih membuat jalur las posisi di bawah tangan pada pelat baja karbon, peserta diharapkan akan mampu :
Mempersiapkan peralatan las busur manual secara benar dan sesuai dengan SOP.
Menggunakan peralatan dan perlengkapan keselamatan dan kesehatan kerja.
Mengatur penggunaan arus pengelasan sesuai dengan pekerjaan.
Menyambung jalur las menggunakan elektroda rutile dengan mengacu pada kriteria yang ditentukan.
ALAT DAN BAHAN
1. Alat :
Seperangkat peralataan las busur manual, kemampuan minimum 300.Amper.
Alat keselamatan dan kesehatan kerja kerja.
Lembaran kerja/gambar kerja
2. Bahan :
Pelat baja karbon ukuran 100 x 200 x 10 mm
Elektroda E 6013, 2,6 dan 3,2 mm
KESELAMATAN KERJA
Periksa persambungan kabel-kabel las. Jaga agar tidak ada yang kurang kuat/ longgar.
Jauhkan benda-benda yang mudah terbakar dari lokasi pengelasan.
Gunakan alat keselamatan dan kesehatan kerja yang layak dan sesuai dengan fungsinya.
Jangan gunakan tang dan kabel las yang tidak terisolasi.
Bekerjalah pada ruang las dengan sirkulasi udara / ventilasi yang cukup.
Usahakan ruang las/ tempat pengelasan tidak terbuka, sehingga cahaya las tidak mengganggu lingkungan/ orang lain yang berada di sekitar lokasi.
Bertanyalah pada Instruktor/ pembimbing jika ada hal-hal yang tidak dimengerti dalam melaksanakan pekerjaan.
Bersihkan alat dan tempat kerja setelah selesai bekerja.
LANGKAH KERJA
a. Siapkan bahan las dengan ukuran 100 x 200 x 10 mm, kikir/ grinda bagian-bagian yang tajam.
b. Lukis garis ukuran jalur las yang akan dibuat, dan jika perlu beri tanda dengan penitik untuk memudahkan dalam pengelasan.
c. Tempatkan bahan diatas meja kerja dengan posisi rata/ di bawah tangan.
d. Atur amper pengelasan antara 60 – 90 Amp untuk penggunaan elektroda las
2,6 dan 90 – 120 Amp untuk elektroda las
3,2mm.
e. Lakukan pengelasan dan penyambungan jalur las sesuai demonstrasi Instruktor/pembimbing.
f. Periksakan hasil las tiap jalur yang dikerjakan pada Instruktor/ pembimbing sebelum jalur-jalur las selanjutnya.
g. Lakukan pengelasan ulang sesuai petunjuk Instruktor/ pembimbing, jika belum mencapai kriteria.
h. Dinginkan dan bersihkan bahan sebelum diserahkan pada Instruktor/ pembimbing.




















0 komentar:
Post a Comment