2.Mesin las busur listrik manual memiliki duty cycle 80% dan out put current 350 Ampere, maka maksud dari duty cycle 80 % artinya adalah :…
A. Mesin digunakan mengelas dengan arus 350 A, nyala busur 80 menit dalam 100 menit
B. Mesin digunakan mengelas dengan arus 350 A, nyala busur 800 detik dalam 1000 detik
C. Mesin digunakan mengelas dengan arus 350 A, nyala busur 8 jam dalam 10 jam
D. Mesin digunakan mengelas dengan arus 350 A, nyala busur 8 detik dalam 10 meni
E. Mesin digunakan mengelas dengan arus 350 A, nyala busur 8 menit dalam 10 menit
Jawab: E
3.Untuk mengukur ketebalan benda kerja digunakan
A. jangka bengkok
B. jangka kaki
C. jangka hati
D. jangka tusuk
E. mistar sudut
Jawab: A
4.Alat pelindung diri yang perlu dipakai pada saat menyiapkan material pengelasan …
A. Kaca mata bening, sarung tangan dan sepatu
B. Kaca mata gelap, sarung tangan dan sepatu
C. Sarung tangan, apron dan kacamata bening
D. Kaca mata bening, apron dan sepatu
E. sarung tangan, masker, air plug
Jawab: A
5.Untuk mengidentifikasi jenis material yang digunakan oleh objek/benda kerja pada proses pembuatan gambar adalah dengan..................
A. mempertimbangkan sifat-sifat material sesuai dengan persyaratan kerja yang diperlukan
B. mengidentifikasikan kerja, persyaratan kerja serta karakteristik material yang diperlukan
C. menganalisa fungsi obyek/benda kerja dalam mekanisme kerja secara keseluruhan
D. mempelajari berbagai standar material serta karakteristiknya
E. tidak ada jawaban yang benar
Jawab: C
6.Peralatan yang umumnya digunakan pada penyimpanan material yang akan dilas adalah :
A. Penjepit, palu, dan sikat baja
B. Penjepit, sikat baja, dan pahat
C. Pahat, palu, dan gerinda/kikir
D. Penjepit, palu dan pahat
E. Palu, sikat baja, dan pahat
Jawab: D
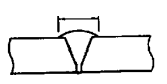
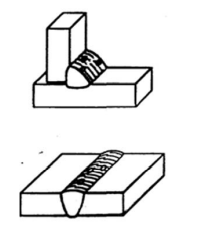
7.Pada gambar di bawah mana yang menyatakan jenis sambungan yang benar dengan pernyataan di bawah ini….
A.Corner joint
B.Slot joint
C.Te joint
D.Lap joint
E.Single vee Butt
Jawab: D
8.Bentuk bahan pengisi/bahan tambah untuk peroses pengelasan las busur manual adalah........
A. Kawat yang muda ditekuk
B. Kawat dalam bentuk rol
C. Elektroda tungsten
D. Lempengan logam yang dilapisi tembaga tipis
E. Elektroda berselaput
Jawab: E
9.Saat sebelum terjadinya busur las disebut....
A. Sirkuit tertutup
B. Sirkuit terbuka
C. Arus tertutup
D. Arus terbuka
E. Percikan busur listrik
Jawab: B
10.Diketahui kode elektroda Exx1x. Menurut American Welding Society (AWS), angka 1 menunjukkan elektroda dapat digunakan untuk....
A. semua posisi
B. posisi di bawah tangan dan horizontal
C. posisi over head
D. posisi di bawah tangan (flat) dan mendatar
E. posisi vertical
Jawab: A
11.Menurut American Welding Society (AWS), kode elektroda dinyatakan dengan E diikuti dengan 4 atau lima digit. Digit terakhir (ke empat/ lima) menunjukkan tentang jenis arus dan tipe salutan. Untuk tipe salutan oksida besi ditunjukkan pada kode ...
A. Exxx6
B. Exxx7
C. Exxx3
D. Exxx4
E. Exxx5
Jawab: B
12.Peralatan yang umumnya digunakan pada penyimpanan material yang akan dilas adalah :
A. Penjepit, palu, dan sikat baja
B. Penjepit, sikat baja, dan pahat
C. Pahat, palu, dan gerinda/kikir
D. Penjepit, palu dan pahat
E. Palu, sikat baja, dan pahat
Jawab: D
13.Untuk penggunaan kaca penyaring agar tukang las bisa melihat dengan baik pada proses pengelasan menggunakan arus 300 amper ke atas maka nomor kaca yang digunakan adalah nomor......
A. 6-7
B. 8-9
C. 10-12
D. 13-14
E. 15-16
Jawab: D
14.Diketahui kode elektroda E .70 XX . Menurut American Welding Society( AWS ). Simbol/kode elektroda seperti diatas angka 70 menunjukkan ….
A. jenis kawat inti
B. posisi pengelasan
C. jenis salutan
D. jenis mesin las
E. kekuatan tarik minimum sebesar 70.000 psi
Jawab: E
15.Kabel yang menghubungkan tranformator/mesin las dengan sumber listrik disebut :
A. Kabel Power
B. Kabel Elektroda
C. Kabel Massa
D. Kabel Listrik
E. Kabel Ground
Jawab: A
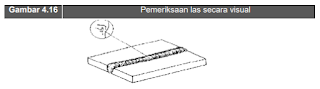
16.Cacat las yang dapat diidentifikasi secara visual pada sambungan kampuh V plat baja lunak adalah :
A. Slag inclusion, under cut, dan overlap
B. Incomplete penetration, slag inclusion, under cut
C. Incomplete penetration, Undercut, dan overlap
D. Incomplete penetration, slag inclusion dan overlap
E. Undercut, penetrasion, dan incomplete penetration
Jawab: A
17.Diketahui kode elektroda Exx2x. Menurut AWS, angka 2 menunjukkan elektroda dapat digunakan untuk ...
A. Semua posisi
B. Posisi dibawah tangan dan horizontal
C. Semua posisi kecuali arah turun
D. Posisi dibawah tangan
E. Posisi Vertikal
Jawab: B
18.Distorsi merupakan salah satu kerugian yang harus dihindari. Faktor penyebab terjadinya distorsi adalah :
A. Penggunaan elektroda yang tidak sesuai dengan material
B. Pengaturan out put mesin las tidak sesuai dengan elektroda
C. Pemuaian dan penyusutan material yang tidak merata
D. Panas yang dihasilkan busur tidak mencukupi
E. Perakitan mesin las salah
Jawab: C
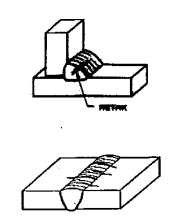
19.Pengelasan baja karbon menengah memerlukan perhatian lebih di banding pengelasan baja lunak. Pengaruh negative yang terjadi pada pengelasan baja karbon menengah di banding baja lunak adalah :
A. Distorsi lebih besar
B. Under Cut lebih besar
C. Percikan terak lebih banyak
D. Keretakan pada HAZ ( Heat Affected Zone ) dapat terjadi
E. Porositas lebih banyak
Jawab: D
20.Jenis kerusakan las yang dapat diperiksa secara visual (cacat luar) pada sambungan fillet:
A. Incomplete penetration, undercut, overlap
B. Unequal log, incomplete penetration dan overlap
C. Unequal log, undercut dan overlap
D. Incomplete penetration, unequal log dan undercut
E. Overlap, Incomplete penetration, dan penetration
Jawab: C
21.Benda kerja dihubungkan melalui kabel las dengan kutub negatif dan kabel elektroda dengan kutup positif, 2/3 panas akan terjadi pada ..
A. Meja las
B. Kabel Las
C. Benda kerja
D. Elektroda
E. Mesin Las
Jawab: D
22.Jenis solutan yang digunakan untuk pemakaian umum dibidang konstruksi.........
A. Cellulose
B. Low hydrogen
C. Rutile
D. Iron powder
E. Tor titania
Jawab: C
23.Seorang pengelas harus mampu menghindari atau mencegah terjadinya distorsi. Upaya yang tidak banyak mengurangi terjadinya distorsi adalah…
A. Menggunakan arus seminimal mungkin
B. Membuat las catat sebelum pengelasan
C. Memberikan “pre-set” setalah dilas catat
D. Menggunakan elektroda yang kecil dan pengelasan berulang-ulang
E. Memperkecil amper.
Jawab: C
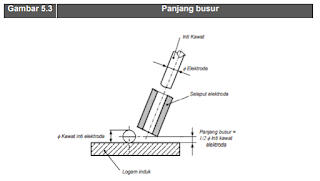
24.Yang mempengaruhi setiap keberhasilan atau kualitas hasil las adalah............
A. Jenis mesin las
B. Ukuran elektroda
C. Tinggi / panjang busur las
D. Jenis pengutupan
E. Tergantung pada kualitas wledernya
Jawab: C
25.Diketahui kode elektroda E .70 XX . Menurut American Welding Society( AWS ). Simbol/kode elektroda seperti diatas angka 70 menunjukkan ….
A. jenis kawat inti
B. posisi pengelasan
C. jenis salutan
D. jenis mesin las
E. kekuatan tarik minimum sebesar 70.000 psi
Jawab: E
26.Elektroda mana yang paling sesuai untuk mengelas baja karbon sedang :
A. E 6013
B. E 9016
C. E 8018
D. E 9018
E. E 7013
Jawab: A
27.Komponen/bagian peralatan pengelasan harus dihubungkan/dirangkai dengan kuat. Apa yang akan terjadi apabila sambungan tidak kuat:
A. Tidak dapat mengalirkan arus
B. Terjadi loncatan bunga api
C. Tidak akan terjadi busur las
D. Seluruh kabel las akan menjadi panas
E. Sikring pada mesin las putus
Jawab: B
28.Yang perlu diperhatikan dalam pemilihan jenis elektroda adalah :
A. Jenis dan tebal material yang dilas
B. Output mesin las dan tebal material yang dilas
C. Output mesin las dan jenis material yang dilas
D. Tebal dan panjang material yang dilas
E. Jenis mesin las yang digunakan
Jawab: A
29.Pada sambungan T dengan proses pengelasan SMAW biasanya disebut dengan istilah
A. Butt Join
B. Grovee
C. Butt
D. Tack weld
E. Fillet Join
Jawab: E
30.Pada gambar di samping bagian nomor 1 adalah berfungsi untuk …
A. Mengukur tebal plat
B. Mengukur kedalaman celah
C. Mengukur lebar celah ( root gap )
D. Mengukur tinggi jalur las
E. Mengukur lebar rigi
Jawab: D
31.Sumber yang dapat digunakan untuk menyiapkan material pengelasan
A. Lembar informasi
B. Lembar kerja
C. Lembar operasi
D. Lembar evaluasi
Jawab: A
32.Alat pelindung diri yang perlu dipakai pada saat menyiapkan material pengelasan
A. Kacamata bening, sarung tangan dan sepatu
B. Kacamata gelap, sarung tangan dan sepatu
C. Sarung tangan, apron dan kacamat bening
D. Kacamata bening, apron dan sepatu
Jawab: A
33.Peralatan yang umumnya digunakan pada penyiapan material yang akan dilas
A. Penjepit, palu dan sikat baja
B. Penjepit, sikat baja dan pahat
C. Pahat, palu dan gerinda/kikir
D. Penjepit, palu dan gerinda/kikir
Jawab: D
34.Permukaan material yang akan dilas harus dibersihkan dari kotoran berupa:
A. Cat, karat dan lapisan oksida besi
B. Karat, lapisan oksida besi dan gemuk/oli
C. Lapisan oksida besi, gemuk/oli dan cat
D. Gemuk/oli, cat dan karat
Jawab: D
35.Istilah lain untuk las busur metal manual:
A. SMAW
B. GMAW
C. GTAW
D. OAW
Jawab: A
36.Pengaturan mesin las busur metal manual yang menghasilkan panas paling tinggi
A. Faktor yang lain tetap, kabel output di perpanjang
B. Faktor yang lain tetap, kabel output diperpendek
C. Faktor yang lain tetap, arus diperkecil
D. Faktor yang lain tetap, arus diperbesar
Jawab: D
37.Berdasarkan standar AWS dua angka pertama setelah huruf E menunjukkan
A. Jenis salutan C. Kekuatan tank
B. Posisi pengelasan D. Karakteristik elektroda
Jawab: C
38.Jenis solutan yang digunakan untuk pemakaian umum dibidang konstruksi
A. Cellulose C. Low hydrogen
B. Rutile D. Iron powder
Jawab: B
39.Yang perlu diperhatikan dalam pemilikan jenis elektroda
A. Jenis dan tebal material yang dilas
B. Output mesin las dan tebal material yang dilas
C. Output mesin las dan jenis material yang dilas
D. Tebal dan panjang material yang dilas
Jawab: C
40.Komponen/bagian peralatan harus dihubungkan/dirangkai dengan kuat. Apa yang akan terjadi apabila sambungan tidak kuat:
A. Tidak dapat mengalirkan arus
B. Terjadi loncatan bunga api
C. Tidak akan terjadi busur las
D. Seluruh kabel las akan menjadi panas
Jawab: B
41.Besarnya arus listrik akan sangat mempengaruhi kualitas hasil las. Apa yang dijadikan dasar untuk menentukan besar arus pengelasan:
A. Jenis material yang dilas C. Jenis elektroda
B. Tebal material yang dilas D. Diameter elektroda
Jawab: D
42.Uji coba peralatan las yang baru selesai dihubungkan/ dirangkai diperlukan untuk menjamin:
A. Peralatan dapat berfungsi sesuai spesifikasi
B. Efisiensi peralatan lebih tinggi
C. Terjaminnya busur listrik
D. Hasil pengelasan lebih baik
Jawab: A
43.Untuk menjamin hasil rakitan dapat beroperasi sesuai dengan spesifikasi
A. Hasil rakitan harus sesuai dengan gambar kerja
B. Hasil rakitan perlu diuji coba
C. Hasil rakitan diberi label/ditandai
D. Urutan perakitan komponen sesuai langkah kerja
Jawab: B
44.Distorsi merupakan salah satu kerugian yang harus dihindari. Faktor penyebab terjadinya distorsi:
A. Penggunaan elektroda yang tidak sesuai dengan material
B. Pengaturan output mesin las tidak sesuai dengan elektroda
C. Pemuaian dan penyusutan material yang tidak merata
D. Panas yang dihasilkan busur tidak mencukupi
Jawab: C
45.Seorang pengelas harus mampu menghindari atau mencegah terjadinya distorsi. Upaya yang tidak banyak mengurangi terjadinya distorsi:
A. Menggunakan arus seminimal mungkin
B. Membuat las catat sebelum pengelasan’
C. Memberikan “pre-set” setalah dilas catat
D. Menggunakan elektroda yang kecil dan pengelasan berulang-ulang
Jawab: C
46.Distorsi dapat dicegah mulai dari persiapan sampai pada proses pengelasan. Perkakas yang perlu dipersiapkan untuk mengurangi distorsi
A. Jig, lem C dan klem siku
B. Klem siku, smitang dan klem C
C. Jig, klem C dan smitang
D. Smitang, jig dan klem siku
Jawab: A
Untuk soal no 47 – 51:
Pembuatan jalur las pada pelat baja lunak tebal 6mm menggunakan las busur manual AC posisi dibawah tangan
47.Alat pelindung diri yang perlu dipakai pada saat mengelas
A. Kedok/helm las, sarung tangan, apron dan jaket kulit
B. Kedok/helm las, sarung tangan, apron dan topi las
C. Kedok/helm las, apron, jaket kulit dan sepatu las
D. Kedok/helm las, jaket kulit, sarung tangan dan sepatu las
Jawab: D
48.Jenis dan ukuran elektroda yang paling sesuai:
A. E 6010 diameter 2,6mm
B. E 6010 diameter 3,2mm
C. E 6013 diameter 3,2mm
D. E 6013 diameter 2,6mm
Jawab: C
49.Gerakan elektroda apabila holder dipegang tangan kanan....
Jawab: B
50.Besarnya arus listrik yang paling sesuai
A. Kurang dari 60 Ampere
B. 60 Ampere s.d 90 Ampere
C. 90 Ampere s.d 120 Ampere
D. 1200 Ampere s.d 150 Ampere
Jawab: C
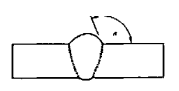
51.Besarnya sudut pengelasan
Jawab: B
Untuk soal no 52 – 66:
Pengelasan sambungan tumpul kampuh V terbuka pelat baja lunak tebal 10mm menggunakan MMAW posisi horizontal mesin las DC. Panjang bahan 200mm
52.Jenis dan diameter elektroda untuk jalur penetrasi
A. E 6010 diameter 2,6mm
B. E 6011 diameter 2,6mm
C. E 6012 diameter 2,6mm
D. E 6013 diameter 2,6mm
Jawab: A
53.Tinggi “rootface”
A. 0 mm s.d 1,0 mm
B. 1,1 mm s.d 2,0 mm
C. 2,1 mm s.d 3,0 mm
D. 3,1 mm s.d 4,0 mm
Jawab: B
54.Jumlah dan panjang las catat/”tack weld”
A. 1 buah, panjang minimal 50 mm
B. 2 buah, panjang minimal 30 mm
C. 3 buah, panjang minimal 15 mm
D. 4 buah, panjang minimal 5 mm
Jawab: C
55.Besarnya sudut elektroda
Jawab: B
56.Gerakan/ayunan elektroda untuk jalur penutup/”face” (bila holder dipegang tangan kanan)
Jawab: B
Untuk soal no 57 – 59:
Pengelasan sambungan sudut “fillet” pelat baja lunak tebal 8 mm menggunakan MMAW. Output AC, panjang material 200 mm dilas pada posisi tegak
57.Las catat/”tack weld” yang diperlukan
A. Tidak perlu las catat
B. 1 buah las catat
C. 2 buah las catat
D. 3 buah las catat
Jawab: D
58.Jenis dan diameter elektroda
A. E 6018 diameter 2,6mm C. E 6013 diameter 3,2mm
B. E 6028 diameter 3,2mm D. E 6010 diameter 2,6mm
Jawab: C
59.Gerakan/ayunan elektroda pada jalur pengisian
Jawab: B
60.Kerusakan las akan memperlemah kekuatan sambungan, sehingga perlu dihindari. Jenis kerusakan las yang dapat diperiksa secara visual (cacar luar) pada sambungan fillet:
A. Incomplete penetration, undercut, overlap
B. Unequal log, incomplete penetration dan overlap
C. Unequal log, undercut dan overlap
D. Incomplete penetration, unequal log dan undercut
Jawab: C
61.Kerusakan las yang sudah terjadi harus diperbaiki agar kekuatan las tetap terjamin. Salah satu kerusakan las adalah bagian akhir las “teroksidasi”, upaya perbaikannya
A. Terak dibersihkan kemudian dilas ulang dengan arus diperbesar
B. Bagian yang teroksidasi digerinda kemudian dilas dengan arus yang sama
C. Terak dibersihkan kemudian dilas ulang dengan diameter elektrod yang lebih besar
D. Bagian yang teroksidasi digerinda kemudian dilas dengan diameter elektroda lebih besar
Jawab: B
62.Material yang tersedia terutama bahan induk las yang tepi sisi lasnya berkarat/korosi, sebelum dilas sebaiknya dibersihkan dengan perkakas yang tepat seperti
A. Dipahat lalu diukur
B. Digosok kertas pasir lalu disikat kawat
C. Digerida hingga tipis
D. Dicat lalu dilas
Jawab : B
63.Bentuk kampuh pada sambungan sudut maupun tumpul tergantung pada
A. Tebal bahan
B. Lebar/panjang bahan
C. Kebutuhan pengelasan
D. Diameter bahan tambah
Jawab : A
64.Las catat (tack weld) adalah salah satu cara merekatkan benda kerja satu sama lainnyA. Syarat las kancing yang baik adalah
A. Mutu/kualitas las jangan terlalu kuat
B. Dilas sepintas saja
C. Kualitasnya harus sama dengan pengelasan
D. Bila dilas mudah untuk dibongkar Kembali
Jawab : C
65.Distorsi adalah efek samping dari proses pemanasan dan pendinginan suatu pengelasan. Berbagai metoda diterapkan untuk pencegahan. Salah satunya
A. Dilas dengan hati-hati
B. Dilas melintang dan memanjang
C. Dilas dengan kecepatan lambat
D. Dilas dengan benda kerja tetap dalam jepitan jigs
Jawab : D
66.Kualitas sambungan yang baik juga harus memperhatikan hal-hal tersebut dibawah ini
A. Benda kerja dibersihkan dengan air
B. Benda kerja diamati lalu dibersihkan dengan sikat kawat
C. Benda kerja dibiarkan apa adanya
D. Benda kerja panas dipegang dengan penjepit
Jawab : B
67.Porositas adalah salah satu ciri cacat las dalam sambungan las, hal itu bisa diakibatkan oleh
A. Penjelasan dilaksanakan dengan nyala netral
B. Jarak nyala inti terlalu jauh dari cairan logam panas
C. Udara atmosfir kurang bersatu dengan pembakaran
D. Campuran gas pembakar seimbang
Jawab : B
68.Cacat las harus diidentifikasi secara visual lalu ditandai untuk perbaikan. Salah satu syarat perbaikan pada cacat las:
A. Dilas kembali dengan kualitas yang seragam
B. Disikat untuk dibersihkan saja
C. Dipukul untuk diratakan kembali
D. Dipanaskan kembali untuk mencegah distorsi
Jawab : A
69.Alat yang paling tepat untuk mengukur gap pada kampuh pengelasan adalah ...........
A. Sketmat
B. Roll meter
C. Tapper gauge
D. Mikrometer
E. Filler gauge
Jawab: E
70. Agar menghasilkan pengelasan yang baik dan sempurna, langkah - langkah apa yang perlu dilakukan ?
A. Memiliki peralatan yang serba baru
B. Prosedur pengelasan yang tepat dan benar
C. Memilih yang akan dilas sesuai dengan elektrodenya
D. Mencari tempat yang lapang agar memudahkan pengelasan
E. Mengeringkan elektrode dalam kamar pemanas
Jawab: B
71. Apa yang terjadi bila waktu pengelasan ayunan elektrode terlalu melebar ?
A. Porosity
B. Slag inclusion
C. Under cut
D. Penetrasi kurang
E. Crack
Jawab: D
72. Alur las terlalu lebar bila dibanding dengan tebal plat, hal ini disebabkan oleh .........
A. Arus terlalu rendah
B. Jarak elektrode terlalu tinggi
C. Jarak elektrode terlalu nempel
D. Kecepatan megelas terlalu tinggi
E. Kecepatan mengelas terlalu lambat
Jawab: E
74. Porosity adalah cacat las berupa lubang kecil yang tampak pada permukaan penampang las, hal tersebut terjadi karena ........
A. Ayunan elektrode terlalu cepat
B. Ayunan elektrode terlalu besar
C. Karena elektrode basah dan kotoran pada permukaan yang akan dilas
D. Amper terlalu besar
E. Percikan logam pengisi mendahului busur las
Jawab: C
75. Apabila stang elektrode dihubungkan dengan kutub negatif, maka mesin las ini diseting dengan polaritas ........
A. Lurus
B. Searah
C. Balik
D. Bolak - balik
E. Naik
Jawab: A
76. Apabila daerah pinggir lasan termakan busur las dan tidak terisi oleh logam las, hal ini dinamakan cacat las ........
A. Overlap
B. Pin hole
C. Under cut
D. Porositas
E. Cracking
Jawab: C
77. Kode posisi las untuk sambungan sudut posisi horizontal adalah .......
A. 1 - F
B. 2 - F
C. 3 - F
D. 4 - F
E. 5 - F
Jawab: D
78. Angka 6 pada gambar simbol pengelasan menunjukkan ........
A. Lebar lasan 6 mm
B. Panjang kaki las 6 mm
C. Tinggi lasan 6 mm
D. Panjang lasan 6 mm
E. Jarak lasan 6 mm
Jawab: B
79. Elektrode jenis low hydrogen sebelum dipakai harus dioven dengan temperatur ........
A. 100 derajat Celcius
B. 200 derajat Celcius
C. 400 derajat Celcius
D. 500 derajat Celcius
E. 600 derajat Celcius
Jawab: C
80. Apa pengertian dari elektrode seri E 7016 ?
A. Kekuatan tarik min. 70 psi
B. Kekuatan tarik min. 7000 psi
C. Kekuatan tarik maks. 7000 psi
D. Kekuatan tarik min. 70.000 psi
E. Kekuatan tarik maks. 70.000 psi
Jawab: D
81. Elektrode dihubungkan pada terminal positif dan benda kerja dihubungkan pada terminal negatif disebut pengkutuban .........
A. Pengkutuban langsung dengan arus DC
B. Pengkutuban terbalik dengan arus DC
C. Pengkutuban langsung dengan arus AC
D. Pengkutuban terbalik dengan arus AC
E. Sirkuit las busur dengan elektrode negatif
Jawab: B