Tugas
1. Persiapan Las Sambungan T
Tujuan
Setelah mempelajari dan berlatih dengan tugas ini, siswadiharapkan mampu membuat persiapan sambungan sudut (T) pada pelat 8 mm menggunakan peralatan potong gas dengan memenuhi kriteria:
x Alat
x Bahan
x Keselamatan dan Kesehatan Kerja
1. Gunakan kacamata pengaman yang sesuai (shade 4 - 5 untuk pemotongan dan shade 10- 11 untuk pengelasan).
2. Rapihkan sisi-sisi tajam pelat dengan grinda atau kikir.
3. Pakailah pakaian kerja yang aman dan sesuai.
4. Gantilah kaca filter jika sudah rusak.
5. Hati-hati dengan benda panas hasil pemotongan.
x Langkah kerja.
1. Siapkan peralatan potong gas dan bahan (pelat baja lunak 10 mm).
2. Lukis garis potong sesuai gambar kerja.
3. Tempatkan mesin potong gas di atas pelat yang akan dipotong, dan atur posisi tip potong tegak lurus terhadap pelat.
4. Lakukan pemotongan sejumlah 2 buah (satu set sambungan T), sesuai ukuran yang ditentukan pada gambar kerja.
5. Rapikan sisi potongan dengan menggunakan pahat (jika perlu) gerinda dan/atau kikir.
6. Rakit dan las catat sambungan menggunakan elektroda E 6013 (Rutile) dengan konstruksi tegak lurus satu sama lain.
7. Serahkan benda kerja pada pembimbing untuk diperiksa.
1. Persiapan Las Sambungan T
Tujuan
Setelah mempelajari dan berlatih dengan tugas ini, siswadiharapkan mampu membuat persiapan sambungan sudut (T) pada pelat 8 mm menggunakan peralatan potong gas dengan memenuhi kriteria:
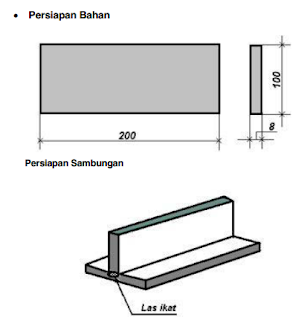
- Hasil potongan rata dan lurus
- Ukuran 70 x 200 x 8 mm
- Distorsi maksimum 5q
- Panjang las ikat 10 – 15 mm pada tiga tempat dan jarak simetris
- Konstruksi sambungan siku dan simetris dengan penyimpangan maksimum 5q Alat dan Bahan
x Alat
- Seperangkat alat potong las oksi asetilen ( Straight Cutting Machine)
- Satu set alat keselamatan dan kesehatan kerja pemotongan dengan oksi asetilen dan las busur manual
- Satu set alat bantu las busur manual
x Bahan
- Pelat baja lunak tebal 10mm
- Satu set gas asetilin dan oksigen
- Elektroda AWS-E 6013 ? 3,2mm
x Keselamatan dan Kesehatan Kerja
1. Gunakan kacamata pengaman yang sesuai (shade 4 - 5 untuk pemotongan dan shade 10- 11 untuk pengelasan).
2. Rapihkan sisi-sisi tajam pelat dengan grinda atau kikir.
3. Pakailah pakaian kerja yang aman dan sesuai.
4. Gantilah kaca filter jika sudah rusak.
5. Hati-hati dengan benda panas hasil pemotongan.
x Langkah kerja.
1. Siapkan peralatan potong gas dan bahan (pelat baja lunak 10 mm).
2. Lukis garis potong sesuai gambar kerja.
3. Tempatkan mesin potong gas di atas pelat yang akan dipotong, dan atur posisi tip potong tegak lurus terhadap pelat.
4. Lakukan pemotongan sejumlah 2 buah (satu set sambungan T), sesuai ukuran yang ditentukan pada gambar kerja.
5. Rapikan sisi potongan dengan menggunakan pahat (jika perlu) gerinda dan/atau kikir.
6. Rakit dan las catat sambungan menggunakan elektroda E 6013 (Rutile) dengan konstruksi tegak lurus satu sama lain.
7. Serahkan benda kerja pada pembimbing untuk diperiksa.