




ALAT-ALAT POTONG
Secara umum alat-alat potong pada pekerjaan fabrikasi ringan dan berat adalah sama, hanya berbeda pada kapasitas atau kemampuannya saja
a. Gengaji Tangan ( Hacksaw )
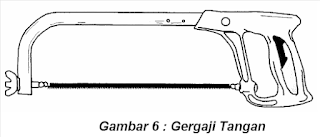
Gergaji tangan digunakan untuk memotong benda-benda konstruksi logam kecil seperti besi profil, pipa bulat atau segi empat dan besi plat.
Keselamatan kerja pada penggunaan gergaji tangan :
1. Jangan menekan dan mendorong terlalu kuat karena akan menyebabkan patahnya mata gergaji dan berbahaya.
2. Gunakan kaca mata untuk melindungi kalau mata gergaji patah
3. Ganjal bahan yang dipotong supaya mata gergaji tidak terjepit.
4. Hati-hati sisi bekas gergaji yang tajam
5. Jangan menggosokkan tangan ke mata gergaji
Secara umum alat-alat potong pada pekerjaan fabrikasi ringan dan berat adalah sama, hanya berbeda pada kapasitas atau kemampuannya saja
a. Gengaji Tangan ( Hacksaw )
Gergaji tangan digunakan untuk memotong benda-benda konstruksi logam kecil seperti besi profil, pipa bulat atau segi empat dan besi plat.
Keselamatan kerja pada penggunaan gergaji tangan :
1. Jangan menekan dan mendorong terlalu kuat karena akan menyebabkan patahnya mata gergaji dan berbahaya.
2. Gunakan kaca mata untuk melindungi kalau mata gergaji patah
3. Ganjal bahan yang dipotong supaya mata gergaji tidak terjepit.
4. Hati-hati sisi bekas gergaji yang tajam
5. Jangan menggosokkan tangan ke mata gergaji
Pemilihan daun gergaji :

Daun gergaji dibuat dalam berbagai ukuran dan jumlah rigi/ gigi. Khusus untuk gergaji tangan, ukuran gergaji ditentukan oleh berapa banyak gigi per inchi ( 25,4 mm ). Untuk pemakaian umum digunakan daun gergaji dengan jumlah 18 gigi per inchi.
Daun gergaji dibuat dalam berbagai ukuran dan jumlah rigi/ gigi. Khusus untuk gergaji tangan, ukuran gergaji ditentukan oleh berapa banyak gigi per inchi ( 25,4 mm ). Untuk pemakaian umum digunakan daun gergaji dengan jumlah 18 gigi per inchi.
b. gunting
Gunting adalah alat potong yang digunakan untuk memotong pelat, terutama pelat baja lunak, seng, pelat lapis timah, pelat tembaga. Terbuat dari bahan baja tempa atau baja perkakas; diperlukan terutama karena bentuk, konstruksi, posisi, serta kedudukan benda kerja kadang-kadang tidak dapat dipotong menggunakan mesin potong.
Berbagai bentuk/tipe dari gunting yang kesemuanya bertujuan untuk lebih memudahkan dan tidak melelahkan dalam pengerjaan. Secara umum gunting dibedakan atas dua fungsi, yaitu : untuk menggunting lurus dan menggunting lengkung.
Untuk menggunting lurus digunakan gunting lurus, gunting kombinasi/ universal, sedangkan untuk menggunting lengkung diantaranya digunakan : gunting lingkaran dan gunting dirgantara.
1. Gunting Lurus:
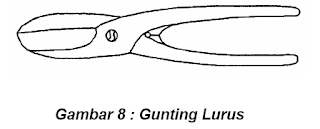
Gunting lurus digunakan untuk menggunting lurus. Gunting ini mempunyai rahang lurus yang panjangnya antara 2 sampai 4½", sedangkan panjang seluruhnya adalah antara 7 sampai 15 3/4".
Gunting lurus dalam penggunaannya dapat digunakan dengan tangan kanan dan tangan kiri.
2. Gunting Kombinasi/ Universal

Gunting kombinasi mempunyai ukuran yang sama dengan gunting lurus. Beda antara gunting kombinasi dan gunting lurus adalah pada penampang potongnya; kalau pada gunting lurus berpenampang lurus, maka pada gunting kombinasi berpenampang sedikit lengkung (curva). Disamping itu juga bisa digunakan untuk memotong bentuk-bentuk yang tidak teratur.
3. Gunting Lingkaran/ Lengkung

Gunting lingkaran/ lengkung digunakan untuk pemotong lengkung, karena sisi potongnya berbentuk lengkung. Dalam pemakaiannya dapat digunakan dengan tangan ataupun tangan kiri. Ukuran dari gunting lingkaran ini adalah sama dengan gunting lurus, yaitu panjang seluruhnya adalah 7 sampai 15¾" dan rahang 2 sampai 4 ½".
4. Gunting Dirgantara

Gunting dirgantara (aviation atau airplane snip) terdiri atas tiga bentuk, yaitu : digunakan dengan tangan kiri dan kanan serta lurus dengan panjangnya sekitar 10 inchi (250 mm) dengan panjang rahang 2 inchi. Sisi potong agak bergerigi dan dikeraskan, sehingga dapat memotong pelat yang relatif tebal ( ± 0,8 mm )
Membedakan antara gunting kanan dan kiri adalah dengan melihat sisi potong dan warna tangkainya. Sisi potong atas dari gunting kanan terletak sebelah kanan, demikian pula sebaliknya; sisi potong atas gunting kiri terletak sebelah kiri.
Penggunaan gunting kanan adalah untuk pemotongan arah kiri, sedang gunting kiri adalah untuk pemotongan arah kanan.
Keselamatan kerja bila menggunakan gunting :
1. Gunakan gunting sesuai kemampuan gunting. Jangan memotong bukan pelat.
2. Jaga agar hasil potongan ( yang tajam ) jauh dari tubuh
3. Jangan menggunakan mata potong gunting yang rusak, karena akan menyebabkan hasil potong juga rusak.
4. Jaga tangkai gunting ( handle ) tidak menjepit tangan
c. Kikir

Kikir terdapat beberapa jenis yang sesuai dengan hasil kekasaran permukaan yang dihasilkan. Kikir kasar (bastard) digunakan untuk pengasaran, hasil pengikiran adalah kasar. Kikir sedang (secound cut) ini digunakan untuk pengiriman secara umum dan menghasilkan permukaan cukup bagus. Sedangkan kikir halus (smooth atau dead) untuk mendapat permukaan yang halus.
Kikir dibersihkan dengan menggunakan sikat baja (wire brush). Dengan cara pembersihan harus searah dengan alur kikir.
Keselamatan kerja bila menggunakan kikir :
1. Jangan menggunakan kikir yang tidak mempunyai tangkai
2. Lakukan pengikiran dengan cara yang benar
3. Hati-hati tangan jangan sampai terjepit dan tidak menyentuh bendah kerja
4. Berdirilah dengan sempurna
5. Jangan mengikir secara terburu-buru
d. Pahat
Ada 4 jenis mata pahat adalah :

- Rata /lebar (flat)

- Rata pendek (crosscut)

- Radius (round nose)

- Berujung runcing (diamond point)
Keterangan:
1. Pahat Rata / Lebar ( Flat )
Pahat rata/ lebar ini digunakan untuk membersihkan gerigi las, memahat alur dangkal, membersihkan sisa pengerjaan dan memotong paku keling serta baut.
2. Pahat Rata Pendek ( Crosscut )
Pahat rata pendek digunakan untuk memahat alur tegak lurus atau segi empat dan membersihkan bahan pada bagian yang sempit.
3. Pahat Radius.
Pahat radius digunakan untuk memahat alur radius, memperbesar lubang dan mensenterkan kembali lubang bor yang telah terlanjur tidak senter.
4. Pahat Berujung Runcing/ Diamond ( Diamond Point Chisel )
Pahat ini digunakan untuk pemahatan pengerjaan akhir sudut bagian dalam, membuat alur V pada retak rigi las yang perlu perbaikan dan membuat celah pada pelat dan pipa supaya mudah dipatahkan.
Pahat rata/ lebar ini digunakan untuk membersihkan gerigi las, memahat alur dangkal, membersihkan sisa pengerjaan dan memotong paku keling serta baut.
2. Pahat Rata Pendek ( Crosscut )
Pahat rata pendek digunakan untuk memahat alur tegak lurus atau segi empat dan membersihkan bahan pada bagian yang sempit.
3. Pahat Radius.
Pahat radius digunakan untuk memahat alur radius, memperbesar lubang dan mensenterkan kembali lubang bor yang telah terlanjur tidak senter.
4. Pahat Berujung Runcing/ Diamond ( Diamond Point Chisel )
Pahat ini digunakan untuk pemahatan pengerjaan akhir sudut bagian dalam, membuat alur V pada retak rigi las yang perlu perbaikan dan membuat celah pada pelat dan pipa supaya mudah dipatahkan.
Keselamatan kerja pada penggunaan pahat :
1. Jangan gunakan pahat dengan kepala yang telah kembang/ rusak
2. Pakai kaca mata bila sedang memahat.
3. Pastikan bahwa pahat diasah dengan benar.
4. Gunakan pahat yang sesuai dengan jenis pekerjaan
1. Jangan gunakan pahat dengan kepala yang telah kembang/ rusak
2. Pakai kaca mata bila sedang memahat.
3. Pastikan bahwa pahat diasah dengan benar.
4. Gunakan pahat yang sesuai dengan jenis pekerjaan































































