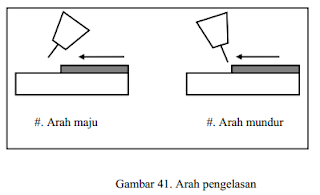
Arah Pengelasan MIG ( metal inert gas )
Arah pengelasan yang dapat dilakukan pada las menggunakan GMAW ada dua, yaitu arah maju dan arah mundur . Pengelasan arah maju adalah apabila holder atau welding gun dipegang kanan, arah
pengelasan dimulai dari sisi kiri. Pengelasan arah mundur adalah apabila holder atau welding gun atau tang las dipegang tangan kanan, arah pengelasan dimulai dari sisi kiri ke kanan.
Dari kedua arah pengelasan tersebut, untuk konstruksi yang sedang dan berat, arah maju lebih dianjurkan, dengan alasan dalam proses pengelasan akan terjadi cleaning action pada permukaan yang disambung lebih baik, di samping itu jalur yang akan dilas akan dapat dilihat dengan
kebih jelas apabila dibanding dengan arah mundur. Walaupun demikian arah pengelasanmundur lebih sering digunakan pada pengelasan logam yang tipis.
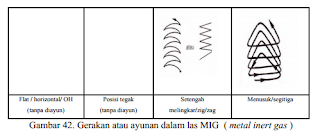
Gerakan Las MIG ( metal inert gas )
Gerakan las pada ( welding gun ) pada MIG ( metal inert gas ) terutama dipengaruhi oleh ; Bentuk sambungan, tebal bahan, lebar persiapan sambungan, jenis bahan dan posisi pengelasan
Gerakan atau ayunan welding gun diupayakan lurus, apabila tidak memungkinkan gerakan lurus (misal pengelasan arah naik) diusahakan menggunakan ayunan ke samping seminimal mungkin. Misal lebar ayunan untuk setiap jalur maksimal 15 mm. Berikut ini disajikan beberapa bentuk
gerakan/ayunan pengelasan yang banyak digunakan pada pengelasan menggunakan MIG ( metal inert gas ), terutama pengelasan pada posisi tegak :
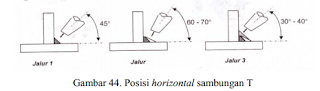
Sudut Pengelasan MIG ( metal inert gas )
Salah satu faktor yang ikut menentukan kualitas hasil pengelasan adalah sudut pengelasan. Yang dimaksud dengan sudut pengelasan adalah sudut yang dibentuk oleh permukaan bahan dengan welding gun. Sudut pengelasan yang disarankan pada beberapa posisi adalah seperti berikut:
a) Posisi flat atau horizontal
b) Posisi horizontal sambungan T
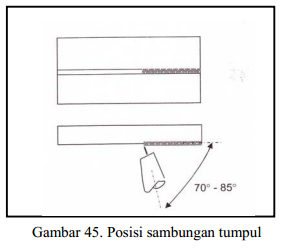
c) Posisi horizontal sambungan tumpul
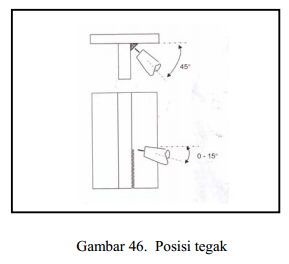
d) Posisi tegak
Posisi Pengelasan MIG ( metal inert gas )
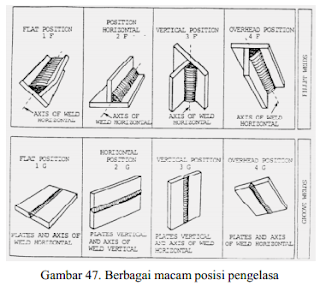
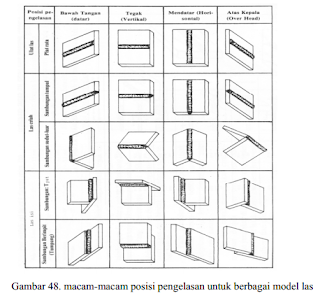
Tingkat kesulitan dalam pengelasan ini dipengaruhi oleh posisi pengelasan. Secara umum posisi pengelasan ini dibedakan berdasarkan posisi material, jalur las, elektroda dan juru las. Pada keterangan berikut akan dijelaskan macam posisi pengelasan beserta gambar dan penjelasannya.
a) Posisi bawah tangan ( down hand) / I F / I G
Posisi ini terjadi apabila benda kerja terletak diatas bidang datar dan proses pengelasan berlangsung di bawah tangan. Posisi kerap digunakan oleh operator, dikarenakan benda kerja akan mudah untuk
dikerjakan karena posisi benda kerja datar, sehingga hasil pengelasan akan lebih baik.
b) Posisi mendatar ( horizontal ) / 2 F / 2 G
Pada posisi ini benda kerja berdiri tegak, sedangakan pengelasannya berjalan arah mendatar ( horizontal ) sejajar dengan pundak operator. Hasil pengelasannya biasanya akan sedikit menurun
bila dibandingkan dengan posisi downhand.
c) Posisi Tegak ( Vertical) / 3 F / 3 G
Posisi ini lebih sulit pengerjaanya, karena adanya gaya berat cairan bahan pengisi dan bahan dasar. Pada posisi ini benda kerja berdiri tegak dan pengelasan juga berjalan tegak dengan arah naik
turun. Untuk mendapatkan pengelasan yang baik dibutuhkan kecakapan sang operator.
d) Posisi atas kepala ( over head ) / 4 F /4 G
Untuk posisi yang sulit ini operator sudah harus berpengalaman dalam soal mengelas. Selain itu dalam pengelasan posisi ini harus memakai pakaian ( baju / apron ) las lengkap dengan kelengkapan lain yang berhubungan dengan keselamatan kerja. Pada pengelasan posisi over head benda kerja terletak diatas operator dan pengelasannya dilakukan dibawahnya.
Supaya lebih jelas mari kita perhatikan gambar posisi pengelasan di bawah ini
Soal – soal latihan
1. Jelaskan prosedur umum sebelum melakukan maupun sesudah melakukan
pengelasan?
2. Jelaskan beberapa hal yang penting sebelum dilakukannyaa las tack-weld ?
3. Apa sajakah yang mempengaruhi gerakan atau ayunan tang las ?
4. Gambarkan posisi tegak dalam pengelasan ?
5. Jelaskan dan gambarkan posisi pengelasan over head?