
Pada bab sebelumnya, anda telah mepelajari banyak hal tentang pengelasan las MIG, dari mulai pengertian sampai masuk ke bagian dalam peralatan las MIG. Pengoperasian mesin las MIG memang tidak sama dengan mesin las yang lain. Mesin las MIG mempunyai perlakuan tersendiri supaya
dengan pengelasan menggunakan las MIG dapat di peroleh hasil pengelsan yang baik. Suatu pengelasan yang namanya untuk lepas dari permasalahn didalam pengelasan sangatlah jarang dan mustahil. Distorsi sering terjadi dalam suatu pengelasan tanpa kita menyadarinya, malah kita sering mengabaikannya dan tidak mengindahkannya. Apakah itu distorsi? Bagaimana cara penanggulangnya maupun tekniknya, Pastinya, kalian ingin tahu jelasnya kan?mari kita simak
dalam bab ini dengan baik dan antusias.
Pengertian distorsi
Distorsi adalah pergeseran bentuk atau bentuk dari benda lasan akibat dari penyusutan. Penyusutan akibat pengelasan tidak dapat dihindari pada benda atau logam yang disambung dengan las sebab prooses pengelasan memerlukan pemanasan dengan temperatureyang cukup tinggi, sehingga
pada saat pendinginan terjadi penyusutan yang mengakibatkan perubahan ukuran sambungan las atau bentuk dari logam yang dilas menjadi berubah, pada saat dilas mempunyai bentuk lurus tetapi setelah selesai dilas atau setelah dingin menjadi bengkok.
Teknik – teknik pengelasan untuk distorsi
Pada proses pengelasan akan terjadi perubahan bentuk akibat panas pengelasan, untuk pecegahan diperlukan teknik-teknik khusus. Adapun teknik – teknik khusus untuk mengurangi distorsi adalah:
1. Las catat ( tack - weld)

Pada pengelasan sambungan sebelum dilakukan pengelasan penuh, harus dilakukan las catat atau tack weld dengan sempurna seperti terlihat pada gambar berikut ini :
2. Menggunakan alat bantu ( jig and fixture)
Gunakan alat bantu pengikat yang sesuai seperti klem untuk mencegah terjadinya perubahan bentuk. Klem sangat membantu dalam upaya mengurangi distorsi, adapun gambar dari klem dapat dilihat dalam gambar berikut ini :

3. Menggunakan pelat - punggung ( backing bar)
Pada sambungan pelat sebelum pengelasan penuh pada bagian sisi sebelah sambungan dipasang pelat pengganjal, Biasanya sebagian pelatpunggung dibuat dari bahan tembaga. Gambar dari backing bar dapat dilihat dalam gambar berikut ini :

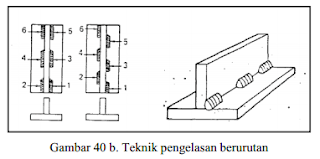
4. Pengelasan berurutan
Mengelas sambungan yang panjang ada kecenderungan tejadi distorsi yang besar, untuk pencegahannya ialah dengan melakukan teknik pengelasan berurutan (squence-weld).



















0 komentar:
Post a Comment