
Persiapan bahan las tiap jenis proses pengelasan pada prinsipnya tidak berbeda, terutama bila dibandingkan dengan persiapan bahan las pada proses Las Busur Manual (SMAW), baik persiapan sambungan tumpul ( butt ) maupun untuk sambungan sudut ( fillet ), kecuali WPS ( welding prosedure specification ) untuk pekerjaan tertentu menghendaki lain.
1. Pembuatan kampuh las
Pembuatan kampuh las dapat di lakukan dengan beberapa metode, tergantung bentuk sambungan dan kampuh las yang akan dikerjakan. Metode yang biasa dilakukan dalam membuat kampuh las, khususnya untuk sambungan tumpul dilakukan dengan mesin atau alat pemotong gas
(branderpotong). Mesin pemotong gas lurus (Straight Line Cutting Machine) dipakai untuk pemotongan pelat, terutama untuk kampuhkampuh las yang di bevel, seperti kampuh V atau X, sedang untuk membuat persiapan pada pipa dapat dipakai Mesin pemotong gas lingkaran (Circular Cutting Machine) atau dengan brander potong manual atau menggunakan mesin bubut. Namun untuk keperluan sambungan sudut ( fillet ) yang tidak memerlukan kampuh las dapat digunakan mesin potong pelat (guletin) berkemampuan besar, seperti Hidrolic Shearing Machine.
Adapun pada sambungan tumpul perlu persiapan yang lebih teliti, karena tiap kampuh las mempunyai ketentuan-ketentuan tersendiri, kecuali kampuh I yang tidak memerlukan persiapan kampuh las, sehingga cukup dipotong lurus saja.
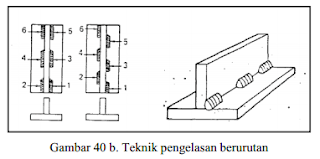
2. Las catat ( tack – weld)
Beberapa hal yang perlu diperhatikan dalam melakukan las catat (tack weld) adalah sebagai berikut :
a) Bahan las harus bersih dari bahan-bahan yang mudah terbakar dan karat.
b) Pada sambungan sudut cukup di las catat pada kedua ujung sepanjang penampang sambungan ( tebal bahan tersebut ).
Bila dilakukan pengelasan sambungan sudut ( T ) pada kedua sisi, maka konstruksi sambungan harus 90° terhadap bidang datarnya. Bila hanya satu sisi saja, maka sudut perakitannya adalah 3° - 5° menjauhi sisi tegak sambungan, yakni untuk mengantisipasi tegangan penyusutan / distorsi setelah pengelasan.
c) Pada sambungan tumpul kampuh V, X, U atau J perlu dilas catat pada beberapa tempat, tergantung panjang benda kerja. Untuk panjang benda kerja standar untuk uji profesi las (300 mm) dilakukan tiga las catat, yaitu kedua ujung dan tengah dengan panjang las catat antara 15 -20 mm atau tiga sampai empat kali tebal bahan las.Sedang untuk panjang benda kerja dibawah atau sama dengan 150 mm dapat dilas catat pada kedua ujung saja.



















0 komentar:
Post a Comment