
Sangatlah penting memahami dan mengerti fungsi maupun peralatan yang ada dalam komponen mesin MIG ( metal inert gas ), agar kita dapat mengaplikasikannya secara baik dan benar. Untuk menanamkan hal tersebut, pada bab ini kita akan membahas bentuk-bentuk cacat pengelasan serta bagaimana cara memperbaikinya. Cacat las atau kerusakan didalam pengelasan kerap kali terjadi.
Itu karena disebabkan oleh sumber daya manusianya ataukah disebabkan oleh mesin las tersebut. Bayak faktor yang mempengaruhi kerusakan dalam pengelasan. Diantaranya undercut, porositydan lain sebagainya. Pastinya kalian penasaran kan? Kenapa cacat las sering terjadi. Untuk memahami lebih jauh tentang hal tersebut, mari kita pelajari bab ini penuh dengan semangat dan antusias.
Macam – macam jenis cacat las
Ada bermacam macam cacat las yang ditimbulkan oleh pengelasan.
Cacat las tersebut meliputi :
Cacat las bagian luar
Cacat las bagian luar las meliputi :
a) Takikan – bawah ( undercut )
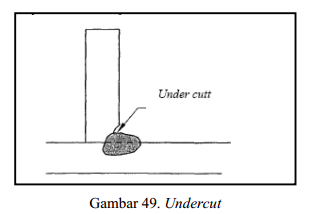
Cacat las ini diakibatkan oleh penggunaan parameter las yang kurang tepat, khususnya kecepatan pengelasan dan tegangan las. Kecepatan pengelasan yang terlalu tinggi dapat mengakibatkan
undercuttingterjadi. Dengan mengurangi kecepatan pengelasan akan dapat mengurangi besarnya undercuttingbahkan menghilangkannya.
b) Penumpukkan logam las ( overlap)

Yaitu bentuk logam las yang menumpuk pada sisi jalur las. Ciricirinya adalah: pada sisi jalur las tidak terjadi pencairan yang sempurna sehingga, logam las hanya menempel pada logam dasarnya.
c) Porosity
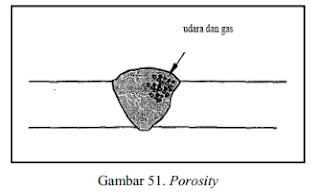
Porositi adalah lubang diakibatkan oleh gelembung gas yang ditemukan didalam weld bead yang telah membeku. Penyebab utama dari porositi adalah kontaminasi atmosfir, oksidasi yang tinggi pada
permukaan benda kerja, kurangnya paduan doksidasi pada elektroda. Kontaminasi atmosfir dapat diakibatkan oleh ; Kurangnya aliran gas pelindung, aliran gas pelindung yang berlebihan, adanya kerusakan pada peralatan gas plindung, dan adanya angin pada tempat kerja
.
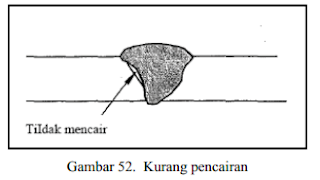
d) Kurang pencairan ( lack of fusion)
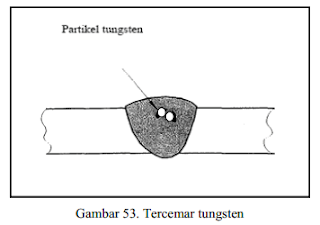
e) Tercemar tungsten ( tungsten inclusion)
f) Fusi tidak sempurna ( incomplete fusion)



















0 komentar:
Post a Comment