
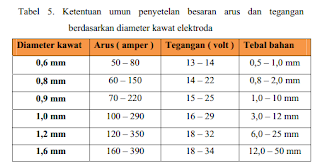
1. Pengaturan besar arus las
Besarnya arus dan tegangan pengelasan adalah tergantung pada tebal bahan dan diameter kawat elektroda serta posisi pengelasan atau berdasarkan WPS ( welding prosedure specification) pekerjaan tersebut.
Arus las adalah arus listrik yang digunakan untuk melakukan proses pengelasan. Dalam proses pengelasan MIG ( metal inert gas ), arus las secara langsung berhubungan dengan kecepatan wirefed. Jika arus las dinaikkan maka kecepatan wirefeed juga seharusnya naik. Hubungan ini biasanya disebut karakteristik “burn-off”.
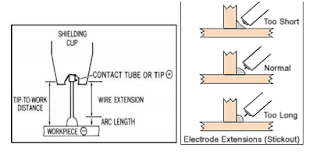
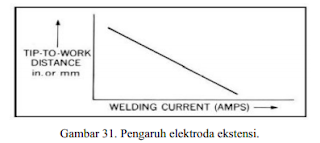
2. Elektroda ekstensi
Ekstensi elektroda atau biasa disebut dengan “stick-out”adalah jarak antara titik terujung dari kontak listrik, biasanya ujung dari pipa kontak, dengan ujung dari elektroda. Jarak tersebut akan mempengaruhi besarnya arus listrik yang dibutuhkan untuk melelehkan elektroda
3. Tegangan las
Tegangan busur las adalah tegangan diantara ujung elektroda dan benda kerja. Tegangan listrik pada pengelasan memegang peranan penting pada jenis transfer logam yang diinginkan. Transfer logam arus pendek membutuhkan tegangan yang rendah, sementara transfer logam spray membutuhkan tegangan yang lebih tinggi lagi. Jika arus listrik dinaikkan, maka tegangan las juga harus dinaikkan untuk menghasilkan kestabilan
4. Kecepatan pengelasan
Kecepatan pengelasan berbanding secara linier dengan pergerakan busur las sepanjang benda kerja. Parameter ini biasanya dinyatakan dalam meter per menit. Pernyataan yang berhubungan dengan kecepatan penglasan :
a) Dengan meningkatnya ketebalan material, kecepatan harus diturunkan
b) Dengan material dan jenis penyambungan yang sama, jika arus listrik
meningkat, maka kecepatan pengelasan juga harus meningkat
c) Kecepatan pengelasan yang lebih tinggi dapat menggunakan teknik
pengelasan maju (forehand technique)



















0 komentar:
Post a Comment