
KEGIATAN BELAJAR 2
(PEMBELAJARAN DARING II TANGGAL 23 S/D 27 MARET 2020)
MENENTUKAN PERALATAN LAS, PENGESETAN DAN BARANG-BARANG
YANG DIGUNAKAN
Tujuan Kegiatan Pemelajaran
Setelah menyelesaikan kegiatan belajar elemen ini, Anda akan dapat:
1. Menyiapkan peralatan kerja untuk persiapan penyambungan dengan las
2. Mengelas catat (tack weld) benda kerja pada jarak-jarak tertentu.
3. Menjelaskan posisi benda kerja pada setiap posisi pengelasan
3. Menjelaskan posisi sudut pembakar dan kawat las pada setiap teknik pengelasan.
Uraian Materi
A. Peralatan Kerja
Di dalam persiapan-persiapan penyambungan dengan las, harus dilakukan persiapan yang benar. Dengan persiapan-persiapan yang benar dan baik membuat pekerjaan juru las menjadi ringan. Persiapan meliputi pekerjaan penyambungan, misalnya meratakan permukaan bagian atas dan bagian bawah sambungan. Dalam pengelasan penyetelan celah, sudut atau jarak adalah suatu hal yang diperlukan. Maka mulailah dengan persiapan-persiapan yang benar pada sudut-sudutnya dan meluruskan sebelum pengelasan dimulai. Kelurusan dan kerataan permukaan harus dijaga selama proses pengelasan berlangsung.
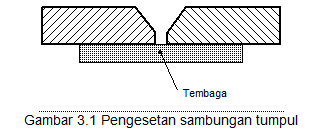
Benda kerja harus diikat untuk mencegah pemuaian akibat panas, terjadinya perubahan bentuk (distorsi). Alat penjepit harus terpasang kuat agar tidak bergerak maupun berubah posisi, karena bila demikan dapat mengubah posisi benda las akibat pemuaian sewaktu mengelas; hal ini akan serius bila terjadi pada benda baja tahan karat. Jadi kalau perlu dalam penyambungan dua benda, bagian bawah benda tersebut diberikan alat bantu untuk menjaga kerataan benda las tersebut. Alat bantu ini bisa dari pelat tembaga setebal ½" yang diikat kuat pada bagian bawah sambungan pengelasan. Hal ini sangat membantu sekali karena pelat tembaga ini dapat menerima dan menahan panas atau percikan – percikan las seperti terlihat pada gambar 3.1
Cara lain untuk menghindari perubahan bentuk, dipakai alat pengikat benda kerja dengan satu sistem, yaitu yang disebut sistem las catat (tack weld)
B. Las Catat (Tack Weld)
Las catat adalah las kecil atau pendek yang digunakan sebagai pengikat bagian-bagian yang akan disambungkan atau dilas.
Las catat sangat penting untuk mempertahankan kedudukan bagian-bagian sambungan, agar pada saat pengelasan dapat mengurangi perubahan bentuk.
1. Ukuran las catat
a) Las catat pada ujung sambungan, panjangnya 3 s.d 4 kali tebal bahan, maksimum 3,5 cm
b) Las catat yang berada ditengah-tengah sambungan panjangnya 2 s.d 3 kali tebal bahan, maksimum 3,5 mm.
c) Las catat pada pelat-pelat tipis dibuat lebih kecil tetapi jumlahnya agak banyak.
2. Jarak las catat
Jarak las catat yang satu terhadap yang lain harus sama seperti ditunjukkan pada gambar 3.2 , panjang jarak tersebut adalah :
a) Tebal bahan di atas 3 mm, jaraknya ± 150 mm, dengan ketentuan setiap penambahan tebal 1 mm, jaraknya ditambah 25 mm dengan jarak maksimum tidak boleh lebih dari 600 mm.
b) Tebal pelat sampai 1,5 mm, jaraknya ± 40 mm.
c) Tebal pelat 1,5 s.d 3 mm, jaraknya ± 50 mm.
d) Untuk sambungan las sudut, jaraknya dapat dibuat dua kali ketentuan di atas.

C. Posisi Pengelasan
1. Posisi Bawah Tangan
Posisi bawah tangan adalah benda kerja terletak di atas bidang datar dan proses pengelasan berlangsung di bawah tangan. Untuk mengelas baja lunak besar sudut posisi arah memanjang (searah sambungan ) untuk pembakar 60o – 70o dan kawat las 30o – 40o terhadap permukaan benda kerja, untuk arah melintang pembakar dan kawat las 90O terhadap permukaan benda kerja (lihat gambar 3.1 dan 3.2).
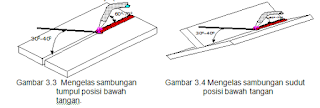
2. Posisi Mendatar (Horizontal)
Posisi mendatar ; benda kerja berdiri tegak, posisi sambungan mendatar (horizontal) pengelasan berjalan arah mendatar. Untuk mengelas baja lunak besar sudut pembakar 600 – 700 terhadap garis horizontal dan sudut samping pembakar antara 800 – 900 terhadap bidang bawah (lihat gambar 3-3 dan 3-4)
3. Posisi Tegak (Vertikal)
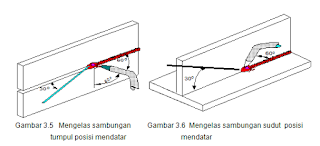
Benda kerja berdiri tegak, posisi sambungan tegak (vertikal), pengelasan berjalan tegak arah naik atau turun. Untuk mengelas baja lunak besar sudut pembakar 0 – 10o terhadap garis horizontal dan sudut samping pembakar 90o (sambungan tumpul), sudut samping pembakar untuk sambungan sudut 45o, sudut kawat las sambungan sudut maupun sambungan tumpul 30o – 40o terhadap permukaan benda kerja. Gerakan pembakar dan bahan pengisi ke arah atas atau ke arah bawah lihat gambar 3.5

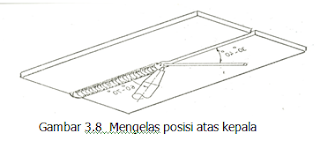
4. Posisi Atas Kepala (Over head)
Posisi atas kepala; benda kerja /bagian yang akan dilas menghadap ke bawah, pengelasan dilakukan dari bawah. Besar sudut pembakar 0 – 10o terhadap garis tegak dan segaris dengan garis sambungan pengelasan (sambungan tumpul), untuk sambungan sudut ; sudut samping pembakar 45o, sudut kawat las sambungan tumpul maupun sambungan sudut 30o – 40o terhadap permukaan benda kerja (lihat gambar 3-6).
D. Teknik Pengelasan
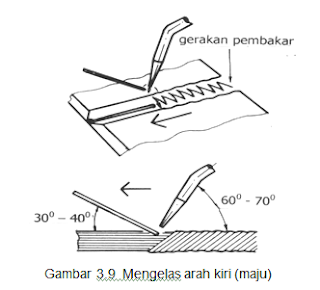
1 Teknik Las Arah Kiri (Left ward Welding)
Teknik pengelasan arah kiri, pembakar bergerak dari kanan ke kiri apabila pembakar dipegang oleh tangan kanan. Teknik mengelas arah kiri terutama dipergunakan untuk mengelas bahan baja yang tebalnya sampai 4,5 mm. Cara ini dipergunakan untuk mengelas besi tuang dan bahan – bahan non ferro. Ayunan las melingkar atau setengah lingkaran. Sudut pembakaran las 60 – 70 derajat, sudut kawat las 30 – 40 derajat terhadap garis sambungan (lihat gambar).
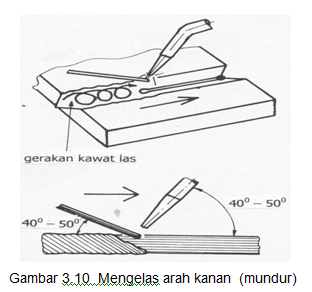
2. Teknik Las Arah Kanan (Rightward Welding)
Pembakar bergerak dari kiri ke kanan, bila pembakar dipegang oleh tangan kanan. Cara ini dianjurkan untuk mengelas baja yang tebalnya 5 mm ke atas. Posisi sudut pembakar las 400 – 500, sudut kawat las 300 – 400 terhadap garis sambungan. Sudut pembakar lebih kecil atau miring maksudnya untuk menahan cairan yang mengalir supaya tidak mendahului pengelasan. Pengelasan arah kanan biasanya hanya dilakukan pada logam baja dan dianjurkan untuk mengelas posisi tegak dan atas kepala.
Rangkuman
Persiapan meliputi pekerjaan penyambungan, misalnya meratakan permukaan bagian atas dan bagian bawah sambungan. Dalam pengelasan penyetelan celah, sudut atau jarak adalah suatu hal yang diperlukan. Maka mulailah dengan persiapan-persiapan yang benar pada sudut-sudutnya dan meluruskan sebelum pengelasan dimulai. Kelurusan dan kerataan permukaan harus dijaga selama proses pengelasan berlangsung.
1. Benda kerja harus diikat untuk mencegah pemuaian akibat panas, terjadinya perubahan bentuk (distorsi). Alat penjepit harus terpasang kuat agar tidak bergerak maupun berubah posisi,
2. Las catat sangat penting untuk mempertahankan kedudukan bagian-bagian sambungan, agar pada saat pengelasan dapat mengurangi perubahan bentuk.
Ukuran panjang las catat
a) Pada ujung sambungan 3 s.d. 4 kali tebal bahan
b) Ditengah-tengah sambungan 2 s.d. 3 kali tebal bahan,
c) Maksimum panjangnya 35 mm.
Jarak las catat yang satu terhadap yang lain harus sama
3. Posisi pengelasan:
a) Posisi bawah tangan
b) Posisi mendatar
c) Posisi tegak
d) Posisi atas kepala
4. Teknik Pengelasan
a) Arah kanan (maju)
b) Arah kiri (mundur)
Tes Formatif / TUGAS DARING II
Jawablah pertanyaan-pertanyaan di bawah ini dengan singkat, jelas dan benar.
Pertanyaan
1. Tuliskan pekerjaan persiapan sebelum pengelasan dimulai.
2. Jelaskan fungsi las catat (tack weld).
3. Tuliskan jumlah dan ukuran las catat apabila tebal bahan 2 mm, panjang 150 mm.
4. Tuliskan empat macam posisi pengelasan, lengakapi dengan istilah lain (inggris).
5. Jelaskan kedudukan benda kerja dan proses pengelasan dari ke empat posisi tersebut.
6. Tuliskan kegunaan teknik mengelas arah kiri dan arah kanan.



















0 komentar:
Post a Comment