2.8 Proses Pengecoran Logam
Pengocoran (Casting) adalah suatu proses penuangan materi cair seperti logam atau plastik yang dimasukkan ke dalam cetakan, kemudian dibiarkan membeku di dalam cetakan tersebut, dankemudian dikeluarkan atau di pecah-pecah untuk dijadikan komponen mesin. Pengecoran digunakan untuk membuat bagian mesin dengan bentuk yang kompleks.
Menurut jenis cetakan yang digunakan proses pengecoran dapat diklasifikan menjadi
dua katagori :
1. Pengecoran dengan cetakan sekali pakai.
2. Pengecoran dengan cetakan permanen.
Pada proses pengecoran dengan cetakan sekali pakai, untuk mengeluarkan produk corannya cetakan harus dihancurkan. Jadi selalu dibutuhkan cetakan yang baru untuk setiap pengecoran baru, sehingga laju proses pengecoran akan memakan waktu yang relatif lama. Pada proses cetakan permanen, cetakan biasanya di buat dari bahan logam, sehingga dapat digunakan berulang-ulang. Dengan demikian laju proses pengecoran lebih cepat dibanding dengan menggunakan cetakan sekali pakai, tetapi logam coran yang digunakan harus mempunyai titik lebur yang lebih rendah dari pada titik lebur logam cetakan.
Cetakan Pasir
Cetakan pasir merupakan cetakan yang paling banyak digunakan, karena memiliki keunggulan :
• Dapat mencetak logam dengan titik lebur yang tinggi, seperti baja, nikel dan titanium;
• Dapat mencetak benda cor dari ukuran kecil sampai dengan ukuran besar; Jumlah produksi dari satu sampai jutaan.
• Dapat digunakan berulang kali
• Mudah dalam pembuatan dan murah
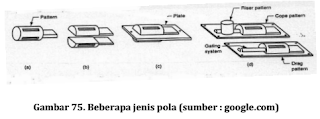
Pola merupakan model benda cor dengan ukuran penuh dengan memperhatikan penyusutan dan kelonggaran untuk pemesinan pada akhir pengecoran.
Bahan pola adalah : kayu, plastik, dan logam.
• Pola padat (solid pattern);
• Pola belah (split pattern);
• Pola dengan papan penyambung (match –plate pattern);
• Pola copedan drag (cope and drag pattern). Pola merupakan model benda cor dengan ukuran penuh dengan memperhatikan penyusutan dan kelonggaran untuk pemesinan pada akhir pengecoran.
Bahan pola adalah : kayu, plastik, dan logam.
Cetakan dan Pembuatan Cetakan
Cetakan pada proses pengecoran dibuat dari pasir cetak yang dipadatkan. Pasir cetak yang sering dipakai adalah pasir silika (SiO2), atau pasir silika yang dicampur dengan mineral lain (mis. tanah lempung) atau resin organik (mis. resin phenolik, resin turan, dsb).
Ukuran butir yang kecil akan menghasilkan permukaan coran yang baik, tetapi ukuran butir yang besar akan menghasilkan permeabilitas yang baik, sehingga dapat membebaskan gas-gas dalam rongga cetak selama
proses penuangan. Cetakan yang dibuat dari ukuran butir ynag tidak beraturan akan menghasilkan kekuatan yang lebih tinggi dari pada butir yang bulat, tetapi permeabilitasnya kurang baik. Beberapa indikator untuk menentukan kualitas cetakan pasir :
• Kekuatan, kemampuan cetakan untuk mempertahankan bentuknya dan tahan terhadap pengikisan oleh aliran logam cair. Hal ini tergantung pada bentuk pasir, kualitas pengikat dan faktor-faktor yang lain.
• Permeabilitas, kemampuan cetakan untuk membebaskan udara panas dan gas dari dalam cetakan selama operasi pengecoran melalui celah-celah pasir cetak.
• Stabilitas termal, kemampuan pasir pada permukaan rongga cetak untuk menahan keretakan dan pembengkokan akibat sentuhan logam cair.
• Kolapsibilitas (collapsibility), kemampuan cetakan membebaskan coran untuk menyusut tanpa menyebabkan coran menjadi retak.
• Reusabilitas, kemampuan pasir (dari pecahan cetakan) untuk digunakan kembali (didaur ulang).
Proses Pengecoran dengan cetakan khusus :
Proses pengecoran telah dikembangkan untuk memenuhi kebutuhan khusus. Perbedaan antara metode ini dengan metode cetakan pasir terdapat dalam komposisi bahan cetakan, cara pembuatan cetakan, atau cara pembuatan pola. Menggunakan pasir dengan pengikat resin termoset.
Keuntungan dari cetakan kulit :
• Permukaan rongga cetak lebih halus dibandingkan dengan cetakan pasir basah; Permukaan yang halus tersebut memudahkan logam cair selama penuangan dan dihasilkan permukaan akhir yang lebih baik;
• Dimensi lebih akurat;
• Memilki kolapsibilitas yang sangat baik, sehingga dapat dihindarkan terjadinya keretakan pada hasil coran.
Kelemahan dari cetakan kulit :
• Pola logam lebih mahal dibandingkan dengan pola yang digunakan pada cetakan pasir basah;
• Kurang cocok bila digunakan untuk jumlah produksi yang rendah (hanya cocok untuk produksi massal).
Contoh penggunaan : roda gigi, value bodies, bushing, camshaft
Pengecoran dengan gips (Plaster Casting)
Pengecoran dengan gips hampir sama dengan pengecoran dengan pasir kecuali pada bagian gips diubah dengan pasir. Campuran gips pada dasarnya terdiri dari 70-80 % gipsum dan 20-30% penguat gipsum dan air. Pada umumnya, pembentukan pengecoran gips ini membutuhkan waktu persiapan kurang dari 1 minggu, setelah itu akan menghasilkan produksi rata-rata sebanyak 1-10 unit/jam
Pengecoran dengan gips ini normalnya digunakan untuk logam non belerang seperti aluminium, seng, tembaga. Gips ini tidak dapat digunakan untuk melapisi bahan-bahan dari belerang karena sulfur dalam gipsum secara perlahan bereaksi dengan besi.
Pengecoran gips ini menunjukkan kemajuan, karena penggunaan peralatan otomatis dapat segera digunakan dengan mudah ke sistem robot, karena ketepatan desain permintaan semakin meningkat yang bahkan lebih besar dari kemampuan manusia.
Pengecoran gips, beton, atau plastik resin.
Gips sendiri dapat dilapisi, demikian pula dengan bahan-bahan kimia lainnya seperti beton atau plastik resin. Bahan-bahan ini juga mengunakan percetakan yang sama seperti penjelasan di atas (waste mold) atau multiple use piece mold, atau percetakan yang terbuat dari bahan-bahan yang sangat kecil atau bahan yang elastis seperti karet latex (yang cenderung disertai dengan cetakan yang ekstrim). Jika pengecoran dengan gips atau beton maka produk yang dihasilkan akan seperti kelereng, tidak begitu menarik, kurang transparan dan biasanya dilukis. Tak jarang hal ini akan memberikan penampilan asli dari logam/batu. Alternatif untuk mengatasi hal ini adalah lapisan utama akan dibiarkan mengandung warna pasir sehingga memberikan nuansa bebatuan. Dengan menggunakan pengecoran beton, bukan pengecoran gips, memungkinkan kita untuk membuat ukiran, pancuran air, atau tempat duduk luar ruangan. Selanjutnya adalah membuat meja cuci (washstands) yang menarik, washstands dan shower stalls dengan perpaduan beraneka ragam warna akan menghasilkan pola yang menarik seperti yang tampak pada kelereng/ravertine.
Pengecoran Sentrifugal (Centrifugal casting)
Pengecoran sentrifugal berbeda dengan penuangan gravitasibebas dan tekanan-bebas karena pengecoran sentrifugal membentuk dayanya sendiri menggunakan cetakan pasir yang diputar dengan kecepatan konstan. Pengecoran sentrifugal roda kereta api merupakan aplikasi awal dari metode yang dikembangkan oleh perusahaan industri Jerman Krupp dan kemampuan ini menjadikan perkembangan perusahaan menjadi sangat cepat.
Gambar 6. Turbin air produk hasil pengecoran logam
Die Casting
Die casting adalah proses pencetakan logam dengan menggunakan penekanan yang sangat tinggi pada suhu rendah.
Cetakan tersebut disebut Die. Rentang kompleksitas Die untuk memproduksi bagian-bagian logam non belerang (yang tidak perlusekuat, sekeras, atau setahan panas seperti baja) dari keran cucian sampai cetakan mesin (termasuk hardware, bagian-bagian komponen mesin, mobil mainan, dsb).
Latihan 3
1. Apa yang dimaksud dengan bijih besi?
2. Sebutkan kandungan logam yang ada pada bijih besi?
3. Bagaimana memisahkan unsur-unsur non logam dari bijih besi?
4. Ada berapa macam cara mengolah besi?
5. Bagaimana cara mengolah besi tuang?
6. Sebutkan proses pembuatan besi memakai sistem konverter Bessemer?
7. Sebutkan proses pembuatan besi memakai sistem dapur listrik busur cahaya?
8. Jelaskan fungsi kokas pada pengolahan besi dapur tinggi !
9. Pengertian dari pengecoran logam (casting) adalah…
10. Sebutkan macam-macam metode pengecoran dan berikan contoh hasil produknya!
PILIHAN GANDA
1. Sifat-sifat bahan logam seperti berikut dibawah ini, kecuali
a) Sebagai penghantar panas/listrik yang baik
b) Dapat dibentuk pada temperatur panas atau dingin
c) Sulit dibentuk
d) mempunyai tegangan tarik tinggi
2. Berikut ini salah satu proses pengolahan bahan sebelum di masukan kedapur tinggi
a) Pembakaran
b) Pendinginan
c) penuangan
d) pembersihan
3. Tujuan proses pemanggangan didalam oven sebelum dimasukkan kedapur tinggi
a) Mengurangi berat kadar belerang
b) Meningkatkan berat kadar belerang
c) Menambah unsur besi (Fe)
d) Pemanasan awal
4. Yang termasuk kelompok logam ferro
a) Besi tuang
b) Aluminium
c) Tembaga
d) Emas
5. Dibawah ini merupakan dapur-dapur pengolahan bijih besi menjadi besi, besi tuang dan baja, kecuali
a) Dapur tinggi
b) Dapur kubah
c) Daput tungku terbuka basa
d) Dapur oven






















0 komentar:
Post a Comment