
Peralatan utama adalah peralatan yang berhubungan langsung dengan proses pengelasan, yakni minimum terdiri dari:
Mesin las
Sistem pembangkit tenaga pada mesin MIG ( metal inert gas) pada prinsipnya adalah sama dengan mesin SMAW yang dibagi dalam 2 golongan, yaitu : Mesin las arus bolak balik (Alternating Current / AC Welding Machine) dan Mesin las arus searah (Direct Current/DC Welding Machine), namun sesuai dengan tuntutan pekerjaan dan jenis bahan yang di las yang kebanyakan adalah jenis baja, maka secara luas proses pengelasan dengan MIG ( metal inert gas) adalah menggunakan mesin
las DC. Adapun gambar rangkaian perlengkapan mesin las adalah sebagai berikut:
Mesin las MIG merupakan mesin las DC, umumnya berkemampuan sampai 250 amper. Dilengkapi dengan sistem kontrol, penggulung kawat gas pelindung, systempendingin dan rangkaian lain.
Sumber tenaga untuk Las MIG ( metal inert gas) merupakan mesin las bertegangan konstan. Tenaga yang dikeluarkan dapat berubah-ubah sendiri sesuai dengan panjang busur. Panjang busur adalah jarak antara ujung elektroda ke benda kerja. Panjang busur ini bisa distel. Bila busur berubah
menjadi lebih pendek dari setelan semula, maka arus bertambah dan kecepatan kawat berkurang. Sehingga panjang busur kembali semula.
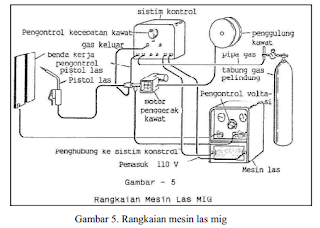
Sebaliknya bila busur berubah menjadi lebih panjang, arus berkurang, kecepatan kawat elektroda bertambah. Dengan sistem otomatis seperti ini, yaitu mesin yang mengatur sendiri, maka panjang busur akan konstan dan hasil pengelasan akan tetap baik. Adapun contoh gambar mesin las mig
sesuai keterangan diatas adalah sebagai berikut :

Umumnya mesin las arus searah (DC) mendapatkan sumber tenaga listrik dari trafo las ( AC ) yang kemudian diubah menjadi arus searah dengan voltage yang konstan (constant-voltage ). Pemasangan kabel-kabel las (pengkutuban) pada mesin las arus searah dapat diatur/dibolak-balik sesuai dengan keperluan pengelasan, ialah dengan cara:
a) Pengkutuban langsung (Direct Current Straight Polarity/DCSP/DCEN)
Dengan pengkutuban langsung berarti kutub positif(+) mesin las dihubungkan dengan benda kerja dan kutub negatif (-) dihubungkan ngan kabel elektroda. Dengan hubungan seperti ini panas pengelasan yang terjadi 1/3 bagian panas memanaskan elektroda sedangkan 2/3
bagian memanaskan benda kerja.
b) Pengkutuban terbalik (Direct Current Reverce Polarity/DCRP/ DCEP)
Pada pengkutuban terbalik, kutubnegatif (-) mesin lasdihubungkan dengan benda kerja, dan kutub positif (+) dihubungkan dengan elektroda. Pada hubungan semacam ini panas pengelasan yang terjadi 1/3 bagian panas memanaskan benda kerja dan 2/3 bagian memanaskan elektroda.



















0 komentar:
Post a Comment